BW 水基淬火液在铝合金钣金件淬火中的应用
水是铝合金淬火常用的一种淬火介质,但水存 在淬火烈度高、冷却速度快、膜状沸腾阶段过长、浸 湿速度低且不易控制的缺点。高精密加工的机加工 件以及薄壁铝合金钣金件使用水淬火时,零件淬火 变形严重,后续校正难度很大,甚至难以校正,零件 因超差而报废,造成巨大的经济损失。
BW 水基淬火液是一种聚合物淬火介质,主要 由高分子聚合物、杀菌剂、活化剂及水构成。其为黏 性无毒的绿色溶液,不含亚硝酸盐类或其他任何有 害物质,与水无限溶解。
1 BW 水基淬火液的基本特性
1.1 浊点及逆溶性
BW 水基淬火液为可逆溶性聚合物淬火介质, 浊点温度为70 ℃, pH 值( 5% /20 ℃) 为8. 8 ~9. 2。 1. 2 冷却特性
一定浓度的 BW 水基淬火溶液冷却炽热金属 时,金属表面溶液浓度很快达到逆溶点,聚合物析 出,黏附在金属表面,形成一层聚合物隔离膜。隔离 膜导热性差,并有隔热作用,从而降低了冷却速度。 通过改变溶液浓度、温度、搅拌速度,对淬火冷却速 度进行调节,获得水 -油之间合适的溶液浓度,既可 以获得满意的力学性能,也可以使零件变形降至最 低。
图1 为水和2 种不同浓度 BW 水基淬火液的冷 却特性曲线,采用IVF 仪进行测定,探头初始温度为 850 ℃。
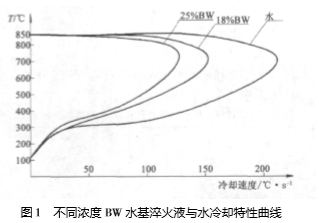
从图1 中可以看出,冷却速度曲线呈“C”形,在 冷却初始阶段, BW 水基淬火液析出的聚合物很少, 探头表面的聚合物隔离膜还没有形成,此时水基淬 火液的冷却速度与水相差不大。随着 BW 水基淬火 液中聚合物析出逐渐增多,探头表面隔离膜逐渐形 成。溶液浓度越高,隔离膜厚度越厚,冷却速度越 慢,此时 V25% < V18% < V水。在冷却的末段,低温阶 段的冷却速度小,主要是由于低于逆溶点温度,探头 表面隔离膜不能向介质逆溶完,隔离膜的隔热效果 一直维持,同时溶液中的聚合物在低温阶段运动缓 慢、流动性差、对流热传导效果差。低温阶段冷速 慢,能够有效减少组织应力,降低淬火应力。
2 工艺试验
2.1 试验材料
2A12 退火状态板材,板材厚度分别为0. 8、 1.2、 2. 5、 4 mm 4 种,化学成分见表1。
2.2 BW 水基淬火液配制
BW 淬火原液与水配制成 18% 和 25% 2 种浓 度,采用 WYI - Ⅲ手持折光仪进行测定和调整。
2.3 试验方法
按 GB6397 -86 规定加工的力学性能试样,依 据 GB/T228《金属材料 室温拉伸试验方法》在 CMT5504 万能试验机进行拉伸试验; 按 HB5201《变 形铝合金过烧金相检验标准》进行金相组织检测; 按 HB5255《铝合金晶间腐蚀及晶间腐蚀倾向的测 定》选用力学性能试验中 σ0. 2 低试样进行晶间腐 蚀检测;变形试验对比试样选用 0. 8 mm × 300 mm ×300 mm 方形、 0. 8 mm ×100 mm ×300 mm 长条形 2 种试样,进行最大变形量检测。
3 试验结果与分析
3.1 力学性能
2A12 不同厚度( 0. 8、 1. 8、 2. 5、 4 mm) 试样在 25%、 18%2 种浓度的 BW 水基淬火液和水中淬火 时效后,其力学性能如表2 所示。
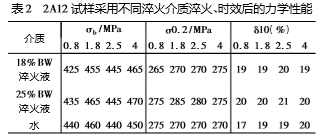
从表2 中可以看出, 0. 8 mm 厚规格试样采用 25%、 18%浓度 BW 淬火液淬火并时效后, σb 值比 同厚度试样采用水淬火并时效略低,其余厚度试样 采用 BW 淬火液和水淬火并时效后的力学性能无明 显差别,处于同一水平,均符合材料性能要求。
3.2 晶间腐蚀试验
选用0. 8 mm 厚度采用 18% BW 聚合物淬火液 淬火并时效后 σ0. 2 最低的试片,切取试片,经打 磨,抛光,浸入在100 mL 蒸馏水加2 mL 的 HCl 及3 g 的 NaCl 溶液中,溶液温度保持在( 35 ± 1) ℃,腐 蚀24、 48、 72 h 后用 DMIRM 金相显微镜( 200 × ) 下 观察,未发现晶间腐蚀。
3.3 金相组织
不同厚度金相组织试样,经磨制、抛光后采用氢 氟酸溶液( 0. 5% HF + 99. 5% H2O) 浸蚀后,用 DMIRM 金相显微镜( 500 × ) 观察未发现过烧金相组织。
3.4 残液对表面处理的影响
试样采用 BW 水基淬火液淬火并时效后,试样 表面会有部分残液,经热水洗净后,试样阳极化并喷 漆后,经试验验证未发现对表面处理有任何影响。
3.5 变形对比
试样采用 25%、 18%浓度 BW 水基淬火液和水 淬火后变形情况如图2、图3 所示。
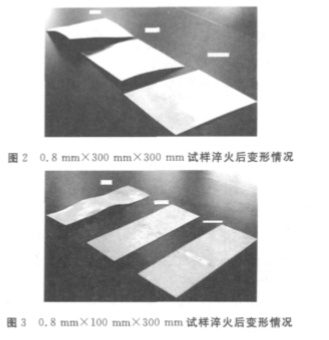
试样越薄,零件淬火变形越大,因此选用厚度为 0. 8 mm 试样,分长条形和正方形2 种形状,采用 25%、 18%2 种浓度的 BW 水基淬火液和水进行淬 火后变形对比。从图2、图 3 中可以看出,正方形试 样采用水淬火后变形量最大,测定达 46 mm,采用 18%浓度 BW 水基淬火液淬火后,最大变形量为 12 mm;采用25%浓度 BW 水基淬火液淬火后,最大变 形量为7 mm。长方形试样采用水淬火后变形严重, 除有翘曲外还有扭曲,其最大变形量达19 mm,采用 18%浓度 BW 水基淬火液淬火后,最大变形量为 6 mm;采用25%浓度 BW 水基淬火液淬火后,最大变 形量为3 mm。
BW 水基淬火液可有效降低淬火变形,试样采 用 BW 水基淬火液淬火后与水相比,变形量减少 80 ~90%。同时,在保证力学性能及金相组织满足要 求的前提下, BW 水基淬火液浓度越高,试样淬火后 变形越小。
3.6 生产应用
部分2A12 钣金零件采用 BW 水基淬火液淬火 后变形情况见表3。
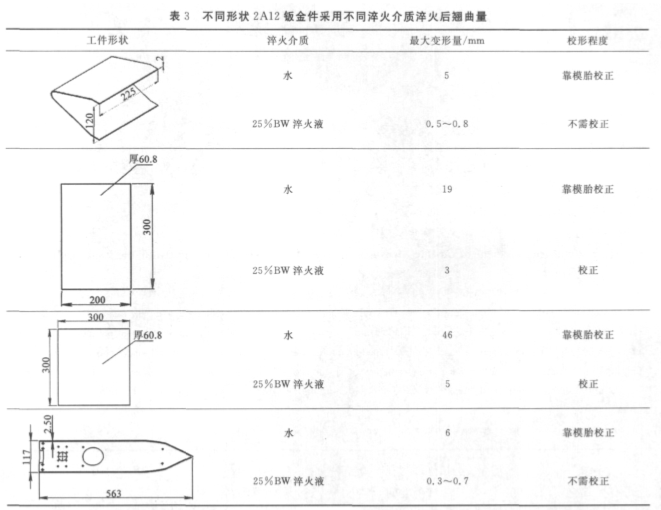
统计结果表明,厚度 >2. 5 mm 的 2A12 钣金件 采用 BW 水基淬火液淬火后,变形量很小,基本不需 校正,厚度 <2. 5 mm 的 2A12 钣金件淬火 BW 水基 淬火液淬火后,与水相比可有效降低淬火变形,尤其 是在大型复杂薄壁铝合金钣金件上应用效果明显。
4 结语
1) BW 水基淬火液具有冷却速度可调的显著 特点,其冷却速度比水小。
2) 铝合金钣金件采用 BW 水基淬火液淬火并 时效后获得的力学性能,与试样采用水淬火时效后 获得的力学性能相比,处于同一水平。BW 水基淬 火液能够满足铝合金材料和制品的淬火性能要求。
3) 对采用25%和18% 2 种浓度 BW 水基淬火 液淬火的硬铝合金材料,未发现晶间腐蚀现象及过 烧组织,满足硬铝合金材料和制品的组织要求。
4) BW 水基淬火液可显著铝合金钣金件的淬火变形,与水相比,淬火变形降低 80% ~ 90%。在 保证零件力学性能前提下, BW 水基淬火液浓度越 高,降低淬火变形效果越好。部分铝合金钣金件采 用 BW 水基淬火液淬火后,基本不需校正,可有效降 低生产成本,缩短产品研制周期,在解决大型复杂薄 壁铝合金钣金件淬火效果明显,具有良好的经济效 益和社会效益。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(37)
- 2邦德激光【自主研发】超级套料软件全球首发!(37)
- 3最新日程】MFC2025第四届金属 中厚板材成形技术研讨会暨船舶、钢构、工程机械等行业切割、折弯、卷板、焊接技术论坛(46)
- 4多工位伺服压力机常见故障处理(48)
- 5【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(50)
- 6冲压工艺与产品设计最全方案(62)
- 7【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(107)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(250)
- 9内六角螺丝滑牙怎么办?为什么六角螺丝会滑牙呢?(446)
- 10MFC推荐冲压—汽车造型设计中的CAS(579)


