浅谈补强片钣金变形原因及解决方案
随着汽车行业的发展,轻量化受到广泛 重视,其中降低钣金厚度是实现轻量化的主 要途径之一。但是钣金减薄后会带来一些负 面影响,例如车门、侧围、轮罩、引擎盖和 顶盖等部位刚度下降,在车辆行驶中容易产 生振动,影响NVH性能和安全性能。为此,汽 车行业主要采用在钣金上粘贴补强片的方法 来增加刚度。然而,补强片使用不当会带来 钣金变形问题。
目前对于补强片钣金变形问题还没有系 统性的研究,为了规避钣金变形风险,汽车 厂家多使用中低档补强倍率的补强片,高倍 率补强片的应用则受到限制,如何解决并预 防钣金变形是一个亟待解决的问题。本研究 分析了钣金变形原因,建立了钣金变形评价 方法,并从车身设计、补强片的造型设计及 补强片配方设计等几个方面讨论钣金变形的 解决方案。
1 钣金变形原因
补强片主要原料是环氧树脂、固化剂、 橡胶、填料及一些助剂,胶料经挤出后与玻 璃纤维布复合成型。使用时将补强片贴附在 需要加强的部位,经高温烘烤固化,补强片 与 钣 金 形 成 复 合 结 构 , 对 钣 金 起 到 补 强 作 用。环氧树脂的固化是一个化学交联过程, 分子间的范德华力距离变成聚合物中共价键 [1]距 离而产生体积收缩 ,固化物体积收缩就 会产生固化收缩应力。补强片固化反应是放 热过程,补强片在固化和冷却过程中也会产 生内应力。此外,补强片与钣金的热线胀系 数不一致,加大了冷却阶段所产生的内应力 [2]。由于补强片和钣金之间内应力的存在, 造成了钣金变形。
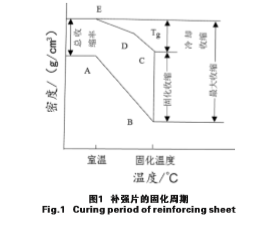
图 1为 补 强 片 完 整 的 固 化 周 期 ,A—B—C—D—E是 整 个 烘 烤 及 冷 却 过 程 。 A—B阶段,补强片随车身进入烘房,随着温 度不断上升,由于热胀冷缩作用,材料的密 度逐渐减小。至B点达到固化温度,固化反应 开始,固化物体积逐渐收缩。至C点固化反应 完全,B—C阶段对应材料固化过程的体积收 缩。C—E阶段,车身离开烘房,温度不断下 降 , 期 间 经 历 了 玻 璃 化 转 变 温 度 (T ,D g 点 ) ,C—E阶 段 为 整 个 冷 却 过 程 材 料 的 收 缩,其中C—D阶段对应材料橡胶态的收缩, D—E阶段对应材料玻璃态的收缩。对于橡胶 态的收缩来说,由于链段未冻结,链段运动 较容易,因此不会产生较大的内应力;对于 玻璃态的收缩,由于链段被冻结,这时体积 收缩会产生较大的内应力。
由 于 冬 季 气 温 较 低 ,D—E阶 段 温 差 较 大,补强片玻璃态的收缩高于另外3季,这正 是冬季补强片更容易造成钣金变形的原因。
2 检验方法
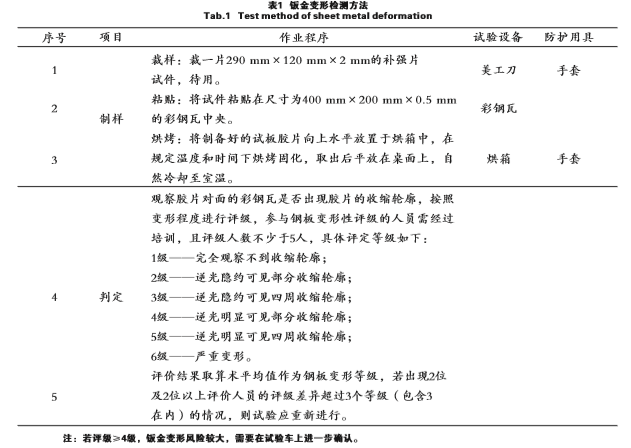
钣金变形是汽车厂家和顾客均不能接受 的现象,因此,建立一种行之有效的钣金变 形检验方法很有必要。本研究根据经验建立了一种补强片钣金变形的检验方法(如表1所 示),此在一定程度上起到预防发生钣金变 形 的 作 用 , 以 供 材 料 供 应 商 和 汽 车 厂 家 参 考。
3 钣金变形解决方案
从以上分析可知,补强片固化体积收缩 及冷却阶段产生的内应力会引起钣金变形, 因此解决补强片钣金变形问题必须减小内应 力。本研究从车身设计、补强片造型设计及 补强片配方设计等3个方面讨论补强片钣金变 形解决方案,以供参考。
3.1 车身设计
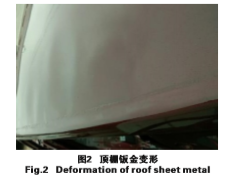
补强片尺寸、补强倍数越大,则产生的 内 应 力 越 大 , 如 果 补 强 片 所 粘 贴 处 钣 金 过 薄,钣金变形风险较高。在车身设计时,尽 量避免使用大尺寸的补强片,还需选择合适 的补强倍数,避免功能过剩(功能过剩也会 造成材料成本提高)。图2为一例补强片设计 不当造成的钣金变形问题。
3.2 补强片造型设计
通过实践发现,补强片开槽、边缘波浪线等造型设计在一定程度上可以解决钣金变 形问题,其原因是通过开槽或边缘波浪线等 造型设计可以使内应力得到分散。
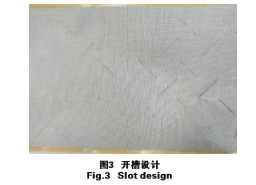
3.2.1 开槽设计
补强片经开槽后,材料的造型变成一个 个区块,影响内应力的传递,因此,材料固 化后内应力比较分散,固化冷却后的收缩量 相比于不开槽的收缩量要小,钣金变形风险 随之降低。但是槽线处会存在电泳不良等问题,影响整车的防腐性能,为此,采用此方 法解决钣金变形问题需结合防腐能力进行综 合考虑。
3.2.2 波浪线设计
补强片边缘设计成波浪线或者类似造型 可以增加补强片与钣金边缘的接触面积,缓 解补强片因固化、冷却收缩后产生的应力集 中,使内应力分布在较大范围内,从而降低 钣金变形的风险。

3.3 补强片配方设计
车身设计和造型设计只能从一定程度上 降低钣金变形风险,只有从根本上减小内应 力 的 产 生 才 能 有 效 抑 制 钣 金 变 形 问 题 的 发 生。通过固化体系调整、增加填料用量、增 韧等方法可以降低固化物的内应力。
3.3.1 固化体系调整
固化体系调整的主要措施有2个:①减小 环氧树脂和固化剂用量;②选择较大分子质 量的环氧树脂。
补强片烘烤固化是个化学交联过程,环 氧 树 脂 和 固 化 剂 作 为 固 化 体 系 中 的 主 要 成 分,其用量决定了交联密度的大小。交联密 度与固化物的T 之间有线性关系,交联密度增 g 大,固化物的T 随之增加。由于钣金变形主要 g 是固化物玻璃态的收缩造成的,因此减小T g 与环境温度T的温差可以减小玻璃态的收缩。特别在冬季,环境温度较低,(T —T)温差 g 较大,因此,可以通过减小环氧树脂和固化 剂用量来降低固化速度和T ,以减小固化物玻 g 璃态的收缩,从而减小内应力,这是解决钣 金变形的一个主要方法。
分子质量较大的环氧树脂官能团浓度较 低,导致反应活性降低,固化物的交联密度 随之下降,固化速度越慢,反应放热越小, 由此产生的固化收缩减小。为了兼顾补强片 的补强效果、施工性和固化特性,一般可以 将低分子质量环氧树脂与高分子质量环氧树 脂进行复配使用。
3.3.2 增加填料用量
环氧树脂的线胀系数相比于钣金要大得 多,填料的加入不仅可以提高导热性,还可 [3,4]以 减小固化物的线胀系数 。几种材料的线 胀系数如表2所示。
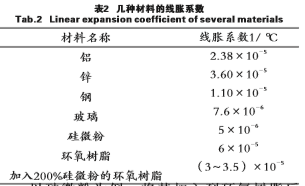
以硅微粉为例,将其加入到环氧树脂后 可 以 大 幅 降 低 线 胀 系 数 , 使 固 化 收 缩 率 降 低。另外,填料作为刚性粒子可以分担大部 分载荷,使应力分散均匀,避免应力集中。 但填料并不是加入越多越好,填料加入过多 一方面不利于补强片的生产工艺;另一方面 也会导致固化物的弹性模量增大,这时,即 使收缩率不高也会产生较大的内应力。
3.3.3 增韧
橡胶作为增韧成分可以提高补强片的韧 性,降低弹性模量,有效传递及分散应力, 从而减小内应力,达到减小补强片固化收缩 [5,6]率 的目的。橡胶不宜添加过多,加入过多 不仅会降低补强片的补强性能,还会使补强 片的耐候性变差。较好的增韧方法是加入一 定量的反应性液体橡胶,提高交联密度,增 韧的同时保证了补强片的补强性能。
3.3.4 发泡补偿
补强片固化后体积收缩是造成钣金变形 的主要原因,补强片固化后体积收缩率难以 表征,而线长变化率是一个比较容易监控的 指 标 。 取 尺 寸 为200 mm×200 mm补 强 片 试样 , 测 量 固 化 前 的 边 长 ( 精 确 到 0.1 mm),将补强片贴于玻璃板上烘烤固化,自 然冷却至室温后再次测定边长,线长变化率 如式(1)所示。
式中,ε为线长变化率;l为固化后试样 的边长;l 为固化前的边长。
在补强片配方中加入发泡剂可以补偿固 化作用引起的体积收缩,通过实验建立发泡 剂用量与线长变化率之间的关系,也可以灵 活设计配方,达到降低补强片固化体积收缩 的目的。
4 结语
补强片钣金变形问题是个大问题,千万 不可忽视。通过建立一套钣金变形评价方法和改善方法,可以在设计之初尽可能规避补 强片钣金变形风险。随着汽车行业的发展, 越来越多的新材料得到广泛重视和应用,如喷 涂型补强材料BPR(body panel reinforcement) ,由于其灵活的施工性和优良的防腐性,可 以在一定程度上取代传统的补强胶片,此举 已经在部分汽车厂家得到应用。

相关阅读: MFC转载 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1钣金折弯半径跟板厚度之间的关系(图文对比)(30)
- 2“新一代”BySprint Fiber 6225(33)
- 3凸缘件的拉深工艺和拉深力的计算方法,你学会了嘛?(33)
- 4 云车间——钣金共享智造工业互联网平台(33)
- 5多工位伺服压力机常见故障处理(34)
- 6钣金加工龙头企业北得龙进行数字化转型(37)
- 7【MFC推荐】汽车热成形钢材料应用分析及零部件企业汇总(38)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(48)
- 9【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(60)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(112)


