多工位压力机发展研究
1 多工位压力机发展过程
1.1 多工位压力机的发展
多工位压力机主要在美国、德国、日本、意大利、英国等发达国家发展较快。其中美国 Baird 公司已有 170 多年历史,德国舒勒公司 1900 年就在巴黎世博会上展出了世界上第一台多工位压力机,1900 年就开始生产小型多工位压力机,最大吨位 32000kN 数控多连杆多工位压力机;日本旭精机工业株式会社 1964 年引进美国 Baird 公司的多工位压力机技术,英国百特公司生产多工位压力机已有 60 年历史;意大利 BMV 公司自 1972 年生产多工位压力机[1];日立造船公司 1973 年制造了日本第一台三向传输式 12000kN 多连杆多工位压力机,其多工位压力机从 5000kN~60000kN;德国万家顿(WEINGARTEN)多工位压力机大小规格都有,大的可到 80000kN;日本小松公司多工位压力机小到 2000kN,大到48000kN;德国万家顿、美国维尔森(VERSON)、丹利(DANLY)等公司也是世界生产大型多工位压力机的知名公司。
我国多工位压力机发展较晚,发展速度缓慢。
1976 年 8 月济南第二机床厂试制成功国内第一台 Z81-250 型多工位自动压力机,1999 年与德国万家顿公司合作制造了两台 20000kN 大型机械多工位压力机,生产多工位压力机最大已达 50000kN,目前已生产过 16000~32000kN 多连杆多工位压力机。上世纪 90 年代初济南铸造锻压机械研究成功研制了 J72 系列中小型多工位压力机[1];齐二集团与德国汉克自动化公司(Hagel Automation GmbH)2008 年合作生产公称压力 10000kN~35000kN 范围内的数控大型多工位压力机,其 25000kN、32000kN 多连杆多工位压力机已承接订单在生产。原上海锻压机床厂、原营口锻压机床厂等企业生产多工位压力机。江苏省徐州锻压机床厂集团有限公司生产闭式双点2500kN~16000kN 多工位压力机,闭式四点 6000kN ~12500kN 多工位压力机。目前已交付用户十几台,承接在生产十几台。

1.2 多工位压力机及生产线的几个发展阶段
(1) 1969~1979 年。此阶段多工位压力机生产线主要构成为:上料装置+多工位压力机+工件运送皮带。拉延工艺由装在底座中的第一工位拉延垫来完成。此阶段为开发研制和市场推广阶段,通过总结确立了多工位压力机的基本机构,设计制造了二柱和三柱多工位压力机,推广市场后,深受用户好评。最大吨位 2700kN,送料行程 900~1500mm,最大行程次数 25min-1。适合压制汽车底梁外板、中心支柱等小型覆盖件[2]。
(2) 1980~1984 年。其生产线主要构成为:上料装置+双动压力机+翻转装置+多工位压力机+工件运输皮带。特点:压力机大型化,由于采用了双动压力机,使得深拉伸覆盖件的拉伸工艺很容易实现,扩大了生产线的范围。另一方面,有限元分析软件等计算机技术的应用,有力推动了压力机技术向大型化发展,使得大型结构件的设计计算更简便、快捷和准确。多工位压力机的冲压件范围从小型件、中型件、大型件乃至超大型件。组合生产线的能力为 2000kN 双动压力机、2500kN 多工位压力机;行程次数 14 min-1,送料行程 210mm,换模时间 5min。在压力机向大型化发展的同时,自动化技术也得到飞速发展,尤其是三坐标送料机构的快换快调技术的发展较快,从而使换模时间大大缩短。由于采用了双动压力机,使用上下料机械手和内外滑块拉伸技术,生产成本很高,工件传送距离大,通过工件的上下料和工件的翻转,使得生产节拍慢,只能达到 7~9 件/min。此阶段伺服电机驱动的送料机构得以研发,由于三坐标行程都可以独立无级调节,工艺范围显著扩大,即多工位压力机的工艺范围由汽车扩展至电机、电器及金属制品,从而确立了在锻压设备领域的主导地位。多工位压力机能力也向两极分化,小到 200kN,大到9000kN,都可以设计制造,换模时间缩短到 4min[2]。
(3) 1985~1992 年。其生产线构成为:拆垛(无人上料小车)+自动传送+多工位压力机+码垛。多工位压力机的第一工位为数控式液压拉伸气垫,完成工件的反拉伸工艺,其性能完全替代了双动压力机,降低了设备的制造成本。
(5)至 2012 年,多工位压力机发展到较高水平。通常由拆垛机、大型压力机、三坐标工件传送系统和码垛工位等组成,有的使用机器人代替三坐标夹钳送料。目前世界上已能生产 95000kN 的大型多工位压力机。特别是最近几年研发的闭式多连杆多工位压力机,实现了一台压力机一条生产线,拆垛装置、重料检测、磁性分离、涂油、三次元送料(或机器人送料)、成品输出、废料输出等,一应俱全,代表了当今锻压机械最高水平。
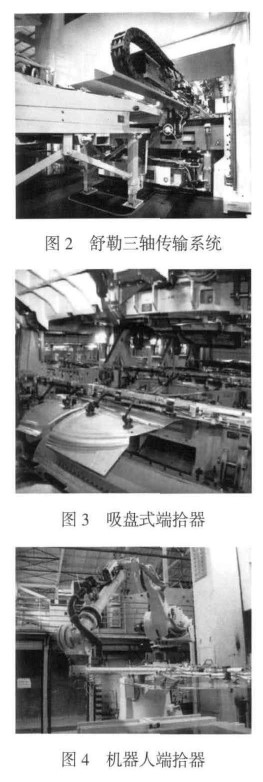
在多工位压力机生产线辅机方面,舒勒公司的三轴传输系统尤为典型。舒勒集团专门为压力机生产线研制开发了自动化技术———横杆式机械手和横杆式机器人。采用横杆式机械手或横杆式机器人的压力机生产线突出优点为结构紧凑、高效。与传统的机械手或机器人的方案相比,可实现压力机之间的最理想间距。由于横杆式机械手和横杆式机器人高度的灵活性,也使其成为对已有多工位压力机生产线进行自动化改造的最佳选择之一。图 2 为舒勒三轴传输系统安装于 Verson 多工位压力机上。图 3 为国外吸盘式端拾器的多工位压力机。图 4 为国外压力机机器人端拾器。
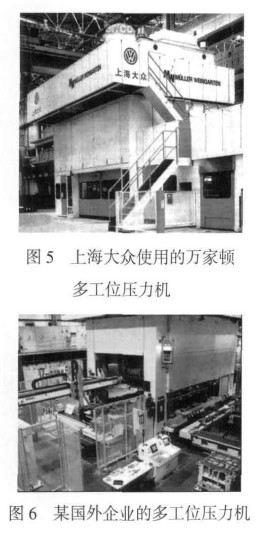
上世纪 80 年代中期以后,由美国通用汽车公司牵头,大规模应用多工位压力机改造原有单机冲压线。欧洲和美国的著名汽车制造商采用大型多工位压力机和横杆式自动压力机大量生产车身覆盖件,满足当代汽车冲压件的最高精度和表面质量标准。据美国精密锻压协会统计,美国三大汽车公司 680 多条冲压线中,有 70%为多工位压力机;日本在美国的 35 条冲压线中,有 24 台多工位压力机,占 69%;日本国内的 250 条冲压线中,有 80 多台多工位压力机,占 32%;1985 年以后德国宝马、奔驰和大众公司开发新型车几乎全部用多工位压力机,美国也出现了一些只用多工位压力机的汽车冲压厂,一些新投资改造的汽车厂和新建汽车厂的这种趋势更为明显。图 5 为上海大众使用的多工位压力机。图 6 为国外某企业使用的多工位压力机。
大型多工位压力机集机械、电子、自动化和检测技术为一体,全自动、智能化、操作安全,冲压件综合成本低,劳动生产率高,制件质量高,无工件之间搬运磕碰等。能够满足汽车工业大批量生产的需要。以一台多工位压力机生产线代替一条 5~6 台压力机组成的冲压线,按同规模冲压生产量比较,最先进的多工位压力机可达 16~25min-1,是手工送料流水线的 4~5 倍,是单机连线自动化生产线的 2~3 倍。设备投资可减少 20%~40%,能量消耗减少 50%~70%,冲压件综合成本可节约 40%~50%,而且节省了大量生产面积和设备投资,降低了工人数量,安全性能高,每个关键部位、每个工位都设有检测点,如有故障能够迅速停车,最大限度保障人员和模具的安全。多工位压力机吨位根据用户要求而定,呈现不规律性,特别是大吨位如 93000kN、80000kN、73000kN、 63000kN、59000kN、50000kN、46000kN、42000kN、40000kN、32000kN、30000kN、27000kN、25000kN、20000kN、12000kN 等,10000kN 以下多工位压力机呈现规律性。因此大型多工位压力机是根据用户工艺要求来确定压力机吨位。
4.1 多工位压力机送料夹持器规律
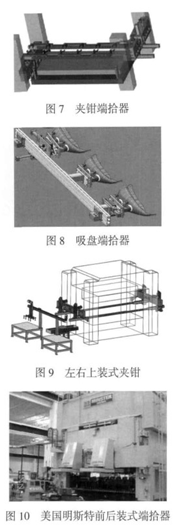
多工位压力机滑块上下往复运动,每次行程完成一次冲压过程。夹持器的运动规律(三次元):夹紧工件→取件上升→前进到下一工位→下降→释放工件→返回前一工位(如图 7 所示),完成送料动作,进入下一次送料。夹持器的运动规律(二次元):夹紧工件→前进到下一工位→释放工件→返回前一工位,完成送料动作,进入下一次送料。
多工位送料系统大致分为三类:机械送料、电子送料和组合式送料。
机械式送料是通过与压力机传动系统直接连接完成的,冲压件从一个工位移动到另一个工位。压力机横梁上的动力输出装置将能量从压力机的顶部输送到地面,由随动器驱动的大型机械凸轮安装在送料机构上,凸轮旋转则带动机械送料动作。
电子多工位送料是以伺服电机取代机械动力输出装置,借助于齿轮箱和传动轴,将伺服电机与送料系统相连,并在计算机的控制下工作。动作协调是由压力机和控制器之间所交换的电子信号来完成的。电子送料的运动轨迹是由计算机程序完成的。也就是说,电子送料装置的运动轨迹既可以按照机械送料的运动轨迹进行,也可以按照特定的工件进行编程,以便优化其运动轨迹。
组合式送料装置的一些动作是由机械系统来完成的,而另外一些动作则是由电子系统来完成的。其送料装置的结构因生产厂而异。该装置尽管在某些冲压行业使用较多,但在车身厂的使用有限。
多工位送料动作有三种:三坐标(Tri-axial)送料、夹板式(Crossbar)送料和多模式(Multi-mote)送料[4]。
夹板式送料方式。夹板悬挂在模区上部,吸盘安装在夹板上,借助吸盘拾起工件。夹板式送料装置可以借助电子多工位送料提升和传送把一个工位的工件传送到另一个工位,采用夹板送料装置时,在行程的下死点送料机是不移动的。但是可以利用吸盘运送两个非接触件[4]。多模式送料。只有在电子送料条件下才能实现多模式(M-ul- ti-mote)三坐标和调整的夹钳端拾器。
以前,压力机用户在采购多工位压力机时,一般就有两种选择:根据应用场合,购买三坐标送料压力机或夹板式送料压力机。由于多工位压力机投资十分巨大,所以用户不能同时购买这两种方式的压力机。在实际使用过程中,对于某些工件来说,使用三坐标送料压力机效率较高,而对于另外一些工件来说,使用夹板式送料压力机效率更高。多模式送料方式解决了压力机工艺单一问题,扩大了工艺范围,是送料方式的新进展。但是多模式送料方式不适用于机械送料,这是因为机械送料固有的局限性所造成的。
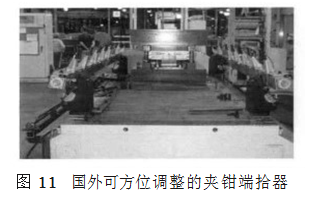
多工位送料的另一个新进展是实时方位调整或动态方位调整[3]。目前冲压厂使用大型夹板式多工位压力机来生产以前在压力机线上生产的冲压件。当加工大型冲压件时,冲压件从一个工位移到下一个工位,有必要对其进行方位调整。以前,夹板式多工位压力机是在每一个工位之间配置中间工位,对工料放到双工位拆垛台上,拆垛头通过吸力装置从垛料上吸取单个的板料并输送到磁力传送带上。经过对中定位后,磁力传送带将板料送至待料工位,双臂多工位伺服送料系统取料将板料送入第一个压机工位中。冲压后工件通过双杆高速紧凑型横杆送料机构从第一个压机工位上取出,与对中后第二块板料一起,送入下一个压机工位,这一过程重复到最后一道工序。然后由伺服横杆送料机构将最后一个压机工位完成的冲压件取走放到出料输送系统上,滑入料箱,由人工检查正式装箱。
多工位压力机送料步距(X轴)达到 2300mm,垂直升降距离(Y轴)达到 430mm,开合行程(Z轴)达到 350mm。多工位压力机工位数通常在 4~6 工位,现在已增加到 20 工位。
①冲床多工位全自动送料生产线适用于带料、板料、片料及冲压拉伸件半成品的二次加工等。②送料方式根据不同产品特性分别采用三种传动方式:气压传动、伺服传动、纯机械结构传动。③机台内部生产配套自动检测系统,保障了设备与模具间生产
安全。④多工位柔性机械手臂结合仿型机械手,使送料更平稳、精准。⑤与多工位模具配套使用调整简便、互换性强。⑥带移动工作台,更换模具便捷。
一般而言,汽车车身冲压件分为超大件、大件、中件、中小件、小件。其中超大件零件较少,大件零件占整个车身冲压件近 15%,中件为 30%,中小件为 55%,小件很少。在这些零件中,超大件有 30%~40% 的零件可使用多工位,大件为 60%~70%,中件为 80%,可见多工位压力机在汽车行业的应用是很广泛的。这些零件所需要的冲压吨位比较大,超大件为 2700t~4000t 以上,最大可达 9300t;大件为 1500t~2700t;中小件为 300t~1250t。实际上,工作台板、工位间距与多工位压力机主要参数密切相关,也跟加工零件尺寸和材料有关。
数控大型多工位压力机作为我国支柱产业——— 汽车工业制造的“四大工艺装备”之一,已列入《国家中长期科学和技术发展规划纲要(2006~2020 年)》确定的 16 个重大专项———“高档数控机床与基础制造装备”国家科技重大专项重点开发产品,因此大型、重型多工位压力机制造技术含量高、附加值高,属于国家政策鼓励类项目。济南二机床、齐齐哈尔二机床在大型多工位重型压力机技术方面取得的成绩,将大大加快我国高档重型数控装备本地化发展步伐。徐锻在中小吨位多工位压力机上快速发展,将为我国多工位压力机国产化尽一臂之力,也将为我国汽车工业的发展提供具有世界先进水平的装备保障。国内锻压企业在大型数控冲压自动化设备的设计制造水平迅速跻身于世界前列,拥有广泛参与国际竞争的实力,将迅速改变大重型冲压设备的国内外市场格局。由于人力成本的增加,电费等辅助成本的增加,市场竞争非常激烈,利润降低,加之低碳经济和节能降耗的需要,未来多工位压力机的需求将会急剧增加。其经济效益显著,市场前景看好。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1邦德激光【自主研发】超级套料软件全球首发!(30)
- 2【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(30)
- 3热冲压用钢22MnB5 回火组织与性能分析(34)
- 4多工位伺服压力机常见故障处理(36)
- 5普玛宝——产品线最全的钣金巨头(43)
- 6钣金折弯圆弧展开精准计算!(43)
- 7【MFC推荐】携'君'之手 '墨'忧前路|德哈哈压缩机乔迁庆典圆满完成(66)
- 8【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(111)
- 9【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(116)
- 10MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(247)


