空调钣金可制造性优化
钣金件是空调的重要零部件,钣金结构上要重点考虑到可 靠性、可装配性、可维修性、成本等多方面的问题。本文从钣 金件结构优化、工艺优化、排料工艺优化等方面重点举例讲解。
1 钣金件结构优化
钣金件结构优化概括为钣金件装配定位、钣金件装配少螺 钉、钣金件防变形、装配简单结构设计。
1.1 装配预定位——卡槽固定改挂耳固定
改善前,电控盒通过限位卡槽固定,固定电控盒时,需用 手提住电控盒打螺钉,空间小、操作不便;改善后,使用挂耳 结构,固定电控盒时不需要用手提住电控盒,提高了装配效率。
总结:为了提高钣金件可装配性,设计钣金件时尽量预定 位,之后使用螺栓固定。
1.2 少螺钉——压板螺钉固定改卡扣固定
改善前,配管压板使用 10 颗螺钉固定;改善后,使用卡扣 结构,使用螺钉4 颗。
总结:少螺钉化装配是一种趋势,扣位是一种常用的方法。 要注意钣金扣位常需要模具加工,且要综合考虑可拆卸性(比 如使用2 个扣位+焊接固定,后期拆卸困难) 。
1.3 防变形——加筋整改导流圈变形
改善前,导流圈钣金厚度为 1.2mm,运输搬动过程容易受 挤压,稍微变形为椭圆形;改善后,导流圈钣金边缘增加向外 翻边2.5mm,增加抗变形能力,符合品质要求。
总结:圆柱形钣金件,因为板材厚度较薄,在生产和运输 过程中容易挤压变形,可在边缘处增加压筋和翻边,有效减小 变形程度。
1.4 装配简单——更改为 U 形孔
改善前,过线孔是圆形孔,操作较困难;改善后,过线孔 是U 形孔,操作简单,效率提升。
2 钣金件工艺优化
2.1 钣金件一体成型——小底盘组件优化
改善前,小底盘焊合件部件由小底盘组件和小底盘支架用 螺钉连接拼装,拼装 10 个螺钉,影响总装效率;改善后,小底 盘一次性数控成型,直接减少了螺钉10 颗,节省了钣金材料, 缩短了打螺钉组装的时间。
2.2 蜗壳左侧板塑料改为钣金一体
改善前,蜗壳两边都有塑料侧板,部装工艺路线为:取蜗 壳、侧板、风轮→装一边侧板→翻转蜗壳→装风轮→装另一边 侧板。
改善后,蜗壳只有一边侧板,一边塑料侧板改为钣金一体, 部装工艺路线为:取蜗壳、侧板、风轮→装风轮→装侧板。
2.3 焊接改铆接工艺
改善前,接水盘出水管采取焊接方式固定,焊接效率较低, 焊接用工成本较高;改善后,使用冲压方式进行铆接, (对水管 内径尺寸要求较高)铆接效率高,成本较低。
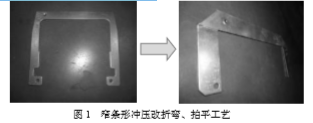
2.4 窄条形冲压改折弯、拍平工艺
改善前,整块钣金落料成型,浪费了中间余料;改善后, 工艺流程为下条板料→成型→拍平,增加了 1 套拍平模,节省 了中间材料。具体如图1 所示。
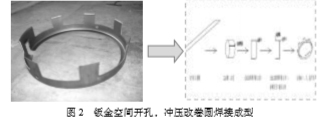
2.5 钣金空间开孔,冲压改卷圆焊接成型
改善前,加工工艺路线为:整块钣金落料→冲孔→拉伸→ 冲缺口,浪费了中间大块材料。
改善后,加工工艺路线为:下条板料→滚圆→直焊→收底 部斜口→拉伸成形→冲缺口,节省了中间材料。具体见图2.
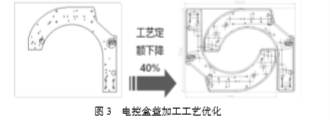
2.6 模具排料工艺优化
改善前,单件排料,下料时边角料多,浪费材料;改善后, 双件排料,下料时边角料少,节省材料。具体如图3 所示。
3 总结
钣金件是中央空调产品的主要零件,从装配效率、可靠性方面考虑,产品结构上要注意以下 3 点:①结构优化。预定位、 少螺钉化、防变形。②工艺优化。有些钣金件在加工能力可实现情况下,可综合考虑一体化、焊接改TOX 铆接,提高加工效 率。③定额优化。从加工工艺定额上考虑,要注意合理排样(对 称/非对称,大件套小件等),或考虑在工艺上降低定额。 称/非对称,大件套小件等),或考虑在工艺上降低定额。

相关阅读: MFC转载 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(37)
- 2邦德激光【自主研发】超级套料软件全球首发!(37)
- 3最新日程】MFC2025第四届金属 中厚板材成形技术研讨会暨船舶、钢构、工程机械等行业切割、折弯、卷板、焊接技术论坛(46)
- 4多工位伺服压力机常见故障处理(48)
- 5【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(50)
- 6冲压工艺与产品设计最全方案(62)
- 7【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(107)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(250)
- 9内六角螺丝滑牙怎么办?为什么六角螺丝会滑牙呢?(446)
- 10MFC推荐冲压—汽车造型设计中的CAS(579)


