钣金工艺数学模型的快速设计
飞机是工业制造和科技的结晶,在组成飞机的众多零 部件中钣金零件能够占到总零部件的近 7 成左右。在飞机 钣金零件的加工中主要采用的有传统的手工敲修、落压、冲 压等方式 . 钣金零件的成型基础为工程数学模型的理论形 状,将其平整的展开后再下料、加工成型。钣金零件的准 确成形与钣金件加工中的工艺数模的设计质量有着极为密 切的联系。为提高飞机钣金件的加工精度在钣金零件工艺 数模的设计中需要对其进行优化,通过在飞机钣金零件原 有工程数学模型的基础上,依据原零件材料、厚度、理论 形状等参数,快速拟合弯曲曲面,再按弯曲曲面重新设计 钣金工艺数模,在这一过程中为实现钣金零件工艺数学模 型的快速设计可以从数学模型设计的三大层面入手 : 弯曲 曲面的提取、工艺数模的建立、下料数据的对比,通过优化改进在确保设计质量的基础上实现对于钣金工程数学模 型的快速设计、建立。
1 弯曲曲面的提取
钣金零件弯边为直弯边即弯边线为直线时,提取弯曲 曲面为平面,但仍有很多钣金零件的弯边与飞机框架或蒙 皮相连接,故弯边面一般为曲面,需要考虑提取弯边曲面 的尺寸大小及原理论曲面,确保曲面误差在允许范围内。
1.1 弯边曲面拟合问题的解决办法
在 CATIA V5 软件中,常用的快速重构曲面方法可分 为 :理论曲面提取重构和截面线拟合曲面,两种方式。
1.1.1 理论曲面提取重构
采用理论曲面提取重构方式,当弯边曲面为单曲率时,可采用快速曲面构建方法,提取弯边和腹板的外形线、弯 边方向线,用扫琼命令,快速建立弯边控制面 ;当弯边曲 面为双曲面时,可将原弯边面提取出来,边缘不规整处做 修剪处理,再曲率延伸,将控制面扩大到可容弯边建立即 可。
1.1.2 截面线拟合曲面法
截面线拟合曲面方法适用于多数的曲面建立,选取适 量的截面线数量,通过截面线,可快速建立弯边曲面。我们 要找到做弯边曲面的曲面,拟合曲面的两个方向,曲面的 长度方向和宽度方向的 3 条曲线,在长度方向上做等距离 的切面线,将宽度方向的切面线按长度方向做多截面,形 成弯边曲面。
这里需要注意 :当曲面非规整形状,即周边有曲线、 特定形状需要表达,这时再提取的部位截面线应尽量多些, 在生成曲面的过程中,如无法得到原有曲面的边界线时,可 以提取原曲面的边线,投影到曲面上,将多截面得到的曲 面适当增加尺寸,这样边线可完整地投影在新生成的弯边 曲面上,再进行适当的修剪,这样能得到符合要求的弯边 曲面。
1.2 误差分析
弯边曲面以腹板和弯边交叉线作为引导线生产扫琼曲 面,两条曲线控制生成的曲面适用曲面形状较为简单,误 差小,当曲面形状较为复杂时,适用于截面线拟合曲面法。 曲面线拟合法是将弯边曲面以多截面形式分割,生成的曲 面截面线定义为关键线,横纵两种关键线相互交织,其交 点称之为确定点。将生成的截面线用“截面线拟合曲面法” 拟合的曲面进行分析,分别从关键线长度误差、确定点拟 合关键线长度进行误差分析,判断误差较小,符合重构弯 边曲面的要求。
2 工艺数模的建立
2.1 曲面替换法
弯边钣金数模与原理论状态下的数模相比,区别在于 原理论数模为快速完成设计,采用机加模式建立,这种建模 的优点是 :建模时间短、建模效率高、建模方法简单,缺 点是数学模型的工艺性差,为提高数学模型的工艺性,在 原理论状态下,将模型钣金化,最大程度地还原钣金零件, 我们可用“ 曲面替换法”,完成建模过程。具体步骤如下。
2.1.1 腹板面的选取
分析原数学模型,会出现两种情况,腹板面为工艺腹 板面和非工艺腹板面,确定工艺腹板面,将非工艺腹板面 重新构建为工艺腹板面,完成钣金工艺建模的第一步。
2.1.2 曲面处理
曲面处理为建立钣金工艺数模的关键步骤,快速设计 方法既是在原有工程模型的基础上,将弯边的曲面提取出 来,用上文介绍的弯曲曲面提取方法,再运用钣金命令将 零件弯边设计出来。如零件的边界有特定形状,或边界有 特定尺寸要求时,需要做出边界线。
2.1.3 钣金工艺建模
将前两步准备完成的腹板面、弯边曲面、控制线等, 一并纳入钣金建模中,完成钣金工艺建模三要素的准备工 作,可快速提升建模速度。如原弯边有控制边界,需要重 新确定边界,在步骤 2 中,选取新的边界。
曲面替换法适用于多数钣金工艺建模,当零件腹板面 有形状需要表达,在建立腹板平面时,可预先按原数模形 状现行设计零件、腹板的凹形,在设计腹板面可提取原数 模形状,亦可在完成数模后,再添加形状控制。弯边控制 线的使用方式也可分为两种,一种为在做弯边曲面时,将 控制线预先投影到弯边曲面上,再做弯边,或是弯边完成 后,再用控制线控制弯边形状。当弯边有下陷或多重下陷结 构时,当采用“曲面替换法”时,需要分别提取曲面,或 确定下陷深度和方向,也可做出复杂的弯边结构。
3 下料数据的对比
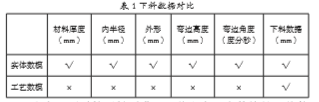
原钣金工艺数模,多为三维实体数模,需要根据零件 材料厚度、内半径、弯边高度、弯边角度计算展开后的尺 寸,来确定下料数据。按钣金工艺数模的快速设计方法,在 原有钣金数模的基础上,按上述方法进行快速建模,剥离 了材料厚度、弯边高度等参数计算展开后的尺寸,可直接 在软件中,得到展开后的下料数据,极大程度上的方便了 钣金工艺性的回归。表 1 中列取实体数模和工艺数模在进 行下料数据设计的过程中,分别需要考虑的因素,当需要 按部实体数模进行工艺生产时,实体数模需要考虑材料厚 度、内半径、弯边角度等 5 个要素,分项查表,最后得出 下料数据,而按实体数模建立的工艺数模,免去查表、测 量的时间,一步得到下料数据,方便、快捷。
注意 :因零件下料到满足工艺生产,在传统的工艺数 模下料后,仍需对部分位置增加补偿。工艺数模较实体数 模相比,对后续的工艺生产,起到承上启下的作用,最大 限度地完成工艺准备,提高零件批产效率。
结语
为提高钣金工艺数模设计效率,本文从数模设计的典 型三大环节入手就如何做好工艺数模的设计进行了分析介 绍。新的钣金数模设计方法在确保设计质量的基础上有效 地提高了数模设计的效率。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(37)
- 2邦德激光【自主研发】超级套料软件全球首发!(37)
- 3最新日程】MFC2025第四届金属 中厚板材成形技术研讨会暨船舶、钢构、工程机械等行业切割、折弯、卷板、焊接技术论坛(46)
- 4多工位伺服压力机常见故障处理(48)
- 5【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(50)
- 6冲压工艺与产品设计最全方案(62)
- 7【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(107)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(250)
- 9内六角螺丝滑牙怎么办?为什么六角螺丝会滑牙呢?(446)
- 10MFC推荐冲压—汽车造型设计中的CAS(579)


