基于改进遗传算法的钣金折弯 自动工序规划
由于钣金折弯零件具有强度高 、 质量轻 、 成本低 、加工简单和生产效率高等优点 , 其在 机械、通信 、电子 电器等领域 内得到了越来越广泛的应用。钣金零件 的 加工过程中, 折弯的顺 序严 重影 响加 工效率 和零件精 度。传统的折弯工序规划需要设计人员人工规划 , 且 需相 当长的试验和调整时间 , 工序方案 的可行性也很 难进行判断 ,因此效率低且可靠性不高。快速 、高效 、可靠地 自动工序规划是钣金件折弯 中一个亟需解决 的 问题 。
国内外对折弯工序优化 的方法与理论进行 了广泛 深入 的研究 。M.I nui等 以零件 的拓扑结构作 为约束 条件 , 过滤掉不合适 的折弯工序 , 提 高了规 划效率 ¨J。 Duf lou J提出一种基于优先约束方法 和分支界线法解 决旅行 商 问题 J。J.C.RI CO, J.M.GONZALEZ等提 出一种解决折弯工序规划 的方法 , 它将折弯件划分为一 些基本的形状单元 , 然后分别局部对其进行工序规划 ,最后将 这些 子单元 的 序组合 成完整 的折 弯T 序 J。Thanapandi C.M 等提 了一种工序规 划预处 理的遗传算法来减少搜索卒间 。Duf lou J等对折弯排序做了一个 详细 的综述 。Kannan T R等提 出了 一 种遗传算法得到接近最优解 的折弯 [序 。M.A Far s i等在折弯规划过程 中引入了分类系统 和模糊集理论 。王飞等人开发一种 独立 于零件 特征 的折弯工序 自动规划系统 ,采用遗传算 法 ,在交叉和变异过程中引进 约束条件 以缩短迭代 计算 的时 间 。但是上述 [序规划算法 的研 究 巾,对 于发生 干涉的工序,其优劣情况 未做 考虑 ,导致 较难进 化 出不干涉的工序 ,其次算法 的收敛 曲线有一定 的波动 , 使得收敛时间加长。
基于以上问题,本文采用一种改进的遗传算法来规划钣金折弯的工序,从而保证折弯工序规划的合理性和高效性。
1折弯工序规划遗传算法的改进
折弯工序规划是由多个工步组成的工序评估过程,利用遗传算法对折弯工序进行规划时,需要为工序评估选择合适的适应
函数,其次选定一组初始种群,经过复制、交叉和变异操作进化出更优的个体。本文遗传算法的改进主要从适应函数、初始种
群和进化过程3方面改进。
1. 1适应函数选取
适应函数的选取应考虑在不干涉的情况下,尽量提高工件的加工效率,主要因素有模具个数、模具拆卸次数、工件掉头和
翻面次数以及操作平衡性次数。取适应函数:式中:丆表示适值;N!分别代表模具总数NI、模具拆卸次数(模具更换和改变
方向)/V2、板料翻转次数![]() 、板料掉头次数N4和操作不平衡次数N5;表示相应各因素的权值。权值分别取:100、屿:50、
、板料掉头次数N4和操作不平衡次数N5;表示相应各因素的权值。权值分别取:100、屿:50、
地3:巧“4:10 “5:5,其中操作不平衡是指加工过程工人抓取工件时,折弯线到后挡料的距离大于到工人的距离。适值越
小,说明这种折弯工序方案越优。但对于发生干涉的折弯工序,其也有优劣之分,此外干涉的折弯工序属于不可行的方案,适
值一定要比无干涉时大。为了在遗传算法中能够快速地进化出无干涉的折弯工序,本文定义其干涉时的适应函数为:F=
Ew,N+(N—p)max(w (2)式中:N表示工件总折弯数尹< N)表示发生折弯的位置。〗N >〗些N!,故〗“0能确保发生干涉的
工序适值大于不干涉时的适值,0一尸)max@,)是根据发生干涉的位置定义干涉工序的优劣。
1. 2初始种群优化
对于折弯数较多、结构较为复杂的钣金件,在初始种群的选定时随机性太强,适值普遍偏大,使得在后代进化过程中收
敛速度较缓慢。为此本文在产生初始种群后,将种群中的最优个体经过相应的优化操作来获得适值更小的个体
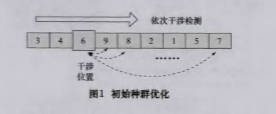
以图1所示的折弯工序(3,4,6,9,8,2,1,5,7)为例,对每个工步依次进行干涉检测,对于发生干涉的工步,
则将其依次与后面的折弯号对换并重新检测干涉情况。若某工步无论怎么对换都发生干涉,此时停止检测过程,虽然没有获得
不干涉个体,但至少可以获得一个相对较优的个体。
1. 3进化过程改进
进化过程需进行复制、交叉和变异操作不断产生新的种群。本文复制操作采用转轮法,并取适值的倒数来计算,交叉采
用部分匹配交叉操作(PMX),设置交又概率为0.9,变异采用对换操作,设置变异概率为0.1.
优解直接保存到下一代中。同时为了避免出现局部最优解,将该最优解强制进行变异操作,即变异概率为1,若变异后更
优则直接保存到下一代中,反之仍然保存原当前最优解。此过程可使每一代种群都朝着更优的方向进化。
2折弯工序自动规划过程
折弯工序规划需要在综合考虑干涉碰撞、折弯效率和操作平衡性等因素的前提下,为每个工步选择一个合适的模具,使得适值尽可能小。
2.1模具自动选择
模具包括上模和下模,选择何种模具是由工件的特征参数决定的,在选择模具时既要保证模具和板料之间不发生干涉,
同时还要尽可能保证折弯后的工件与实际要求符合。
首先根据工件的折弯特征指定的折弯角、折弯半径和板料厚度,初步为每个工步筛选出符合条件的所有模具。
然后在工序评估过程中根据优先级对模具进行再一次筛选。优先级最主要有两个方面:第一尽量避免使用特殊模具,优
先选择标准模具;第二钣金折弯中模具的角度一般选择比折弯角略小,角度越接近折弯角的模具优先级越高,对于每一道折弯
需要保证上模和下模的角度相同。
2. 2折弯工序自动规划
利用上述改进的遗传算法规划折弯工序的具体流程如图2所示。
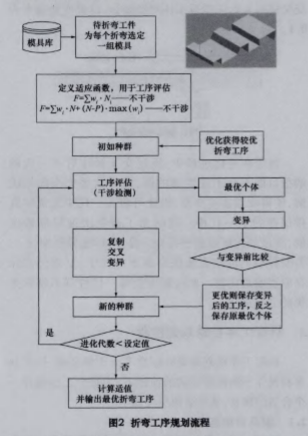
(1)工序规划前处理从模具库中为每个折弯选定一组模具,定义适值函数和初始种群。
(2)工序评估主要是计算适值大小。适值是遗传算法种群进化的重要依据,决定了个体是否 被淘汰或复制,同时也是评
定工序优劣的唯一指标。
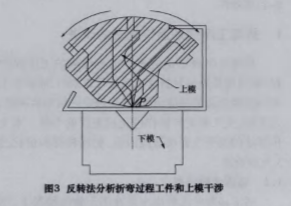
在计算适值的过程中应尽可能保证每个工步的折弯过程不发生干涉。干涉需要分别检测工件与机床、模具、后挡料之间的干涉。如图3所示,以上模为例,采用反转法将上模分别逆时针和顺时针绕与工件接触P点旋转折弯角的一半,围成图示的阴影部分区域,若工件与阴影部分有交集则表示发生干涉。
此外当工件有尺寸精度要求时,后挡料定位点的选择必须考虑工件的精度要求,使得尺寸偏差累积在精度要求低的折弯段上。
〈3)种群进化对每一代中最优个体直接进行强制变异操作,将其与变异前适值比较后保存更优个体到下一代种群中。而对于非当前最优个体,直接进行复制、交叉和变异操作产生下一代种群。经过若干代后便能进化出相对更优的折弯工序。
3实例验证及应用
以图4所示钣金件为例来验证本遗传算法的有效性,其中工件壁厚为2灬],折弯半径均为2 nun,宽度为400 mm
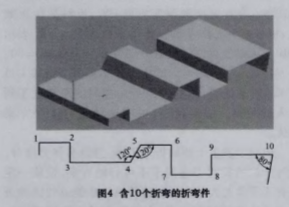
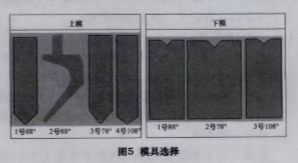
根据工件的特征参数自动从库中选择符合条件的模具,然后按其角度大小设置其优先顺序,图5所示为该工件可选的所有模具,分别给各模具标号。其中4 号上模和3号下模角度大于90。,只适用于钣金件中 120。的4、5号折弯。
定义初始种群大小为20,演化代数为100,设置工件和模具的默认正方向,利用上文的优化遗传算法规划工序,将最终结果按适值大小排列并取5个方案,如表1所示。
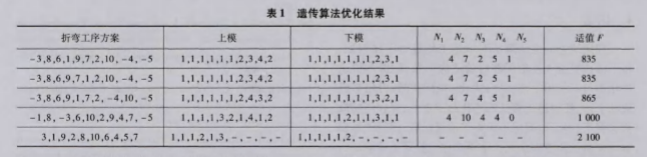
对于不干涉的工序方案,表中折弯工序中的负号表示工件的方向与默认方向相反,干涉时不定义工件方向。表中最后一
个工序方案在第7个工步发生干涉时,该工位找不到合适的模具。
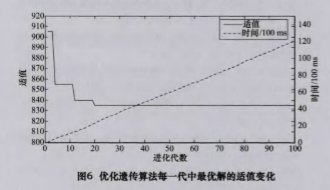
整个遗传算法过程中适值变化如图6所示,在第一代时最优解的适值为895,没有发生干涉,说明初始种群的优化过程中出
现了不干涉的个体,使得整个遗传算法收敛速度更快。本折弯件在第2 1代时就可以到达近似最优解,共使用2,7 s的时间。
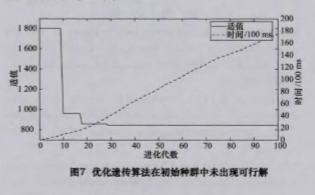
在初始种群优化过程中也有可能无法出现可行的折弯解,如图7所示,在第一代时最优解的适值为 1 800,虽然发生干涉,
但其收敛速度同样非常快,在第29代就到达近似最优解,用时3,8 s左右。
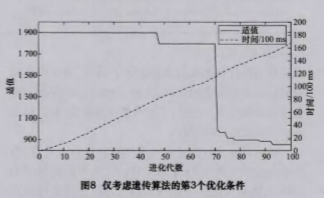
若不采用本文遗传算法的前两个改进条件,即不考虑干涉时的适应函数以及初始种群的优化,仅改进进化过程来保存当前最优解,其结果如图8所示。到第70代以后才出现不干涉的折弯工序,达到近似最优解的时间将近16 s,其大部分时间浪费在进化出可行折弯解的过程中,此时需要设置更大的进化代数或种群大小。
此外若不考虑第3个改进条件保存当前最优解,适值曲线波动较大,经试验在100代内很有可能不出现可行的折弯工序。
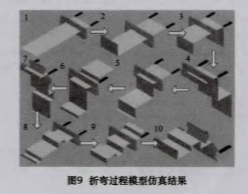
开发一套工序规划及仿真软件,以第一种折弯工序方案(一3,8,6,1,9,7,2,10,一4,一5)为例,利用本软件展示其折弯过程,结果如图9所示。
4 结语
利用改进的遗传算法对钣金工件进行工序规划,将干涉位置引人发生干涉时的适应函数,确保能快速进化出可行的不干涉工序;优化初始种群获得相对更优的个体,使得遗传算法的进化起点更优;保存当前最优解到下一代,以确保不丢失当前最优解,使得种群朝着越来越优的方向进化。结果对比后验证了该算法的有效性,能快速得到近似最优解,并避免出现局部最优解。

相关阅读: MFC转载 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC原创】南通佩晨:成为金属三维切割行业平台企业(33)
- 2钣金折弯半径跟板厚度之间的关系(图文对比)(33)
- 3海天光机发布LT系列五轴激光纹理机床:国产高端激光加工设备取得新突破(34)
- 4多工位伺服压力机常见故障处理(39)
- 5【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(43)
- 6邦德激光【自主研发】超级套料软件全球首发!(48)
- 7最新日程】MFC2025第四届金属 中厚板材成形技术研讨会暨船舶、钢构、工程机械等行业切割、折弯、卷板、焊接技术论坛(48)
- 8【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(84)
- 9MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(120)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(122)


