钣金薄壁结构件喷丸强化的变形控制研究
1 引言
随着科学技术的发展,以提高飞机零部件疲劳性能为目 的的喷丸特种工艺日益受到重视。但喷丸强化后薄壁钣金件 的变形问题成为困扰喷丸工艺的重大难题。
本文针对 ARJ 飞机主框缘条零件加工变形的控制要求, 通过喷丸加工对比试验,提出钣金薄壁结构件喷丸强化的变 形控制方法。
2 型材类钣金薄壁结构件特点及喷丸强化的必要性
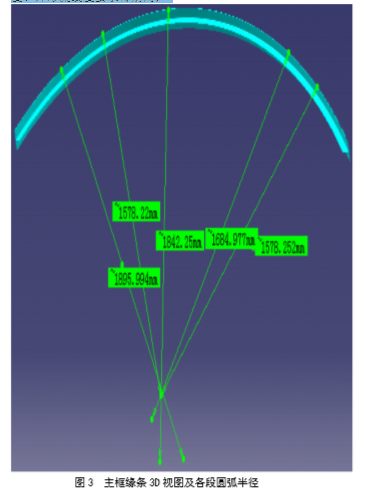
主框缘条的为应力敏感性材料;其外表面与机身理论外 形配合,立筋面与球皮理论外形配合,单个零件需要同时保 证两个复杂双曲率外形,角度、外形流线度要求特别高;缘 条厚度呈斜削变化,平均厚度为 2.25MM,最小厚度更是低达 1.5MM,主框缘条由呈 Y 型的型材拉弯而成的钣金件,参见 图 1 和图 2:
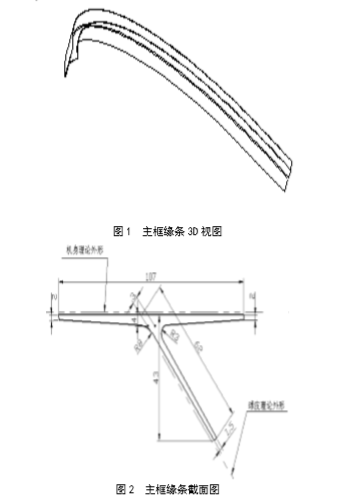
由于主框缘条是同时承受循环拉伸和剪切复合作用的 耐疲劳承力件,为保证该零件的设计使用寿命,因此,喷丸强化做为一种提高使用寿命的有效方法,设计要求必须采 用。
3 主框缘条零件变形原因分析
3.1 由于该零件属薄壁结构件,且零件的材料为 7075-O,热处理到 T73,此种材料对应力敏感
在喷丸强化的同时也在对零件进行喷丸成形。喷丸成形 的基本原理是利用高速弹流撞击零件表面,使受喷表面的金 属围绕每个弹丸向四周延伸,金属的延伸超过材料的屈服极 限,产生塑性变形,形成压坑,从而引起受喷表层的面积增 大,但表层的材料延伸有为内层金属所牵制,因而在零件表 层产生残余压应力,内应力平衡的结果使零件发生弯曲变形。
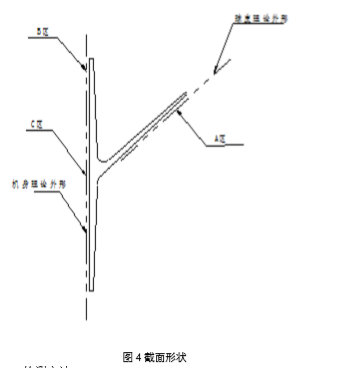
3.2 零件外形结构复杂
截面为 Y 字由多个不同半径的圆弧圆滑过渡而成,见图 3,且缘条腹板面与机身理论外形配合,立筋面与球皮理论 外形配合,单个零件需要同时保证两个复杂双曲率外形,角 度、外形流线度要求特别高;
4 试验方法
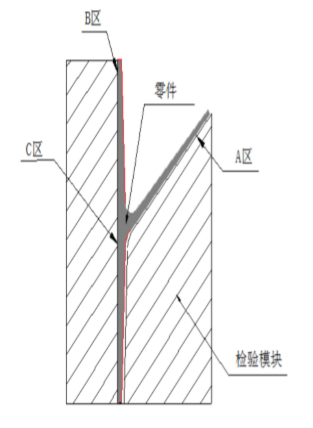
4.1 测量部位和检测方法
如图 4 所示, 测量部位为机身理论外形和球皮理论外形:
检测方法:
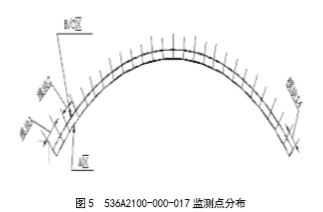
贴检验模,沿缘条弧长使用塞尺对 A、B、C 区域间隙进 行测量,要求间隙不大于 0.8mm,具体参考图 5 。
4.2 喷丸参数和喷丸顺序对薄壁钣金件的外形的影响
4.2.1 使用高低强度两组参数对主框缘条零件进行喷 丸强化,要求覆盖率均为 100%,试验参数及结果如下
表 1 为使用的高强度喷丸参数,零件喷丸前后贴检验模变形数据对
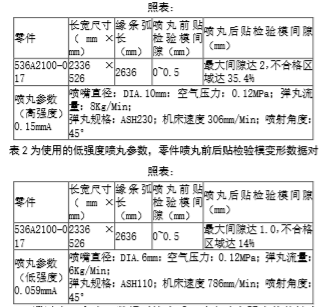
通过表 1 和表 2 数据对比来看,改变喷丸强度值能够有 效控制零件变形量和变形区域,但局部仍还存在变形。
4.2.2 改变零件表面喷丸顺序对变形尺寸的影响
由于主框缘条零件外形结构复杂,故采用数控喷丸设 备,精确控制喷丸轨迹,使用低强度参数,通过以下两种方 式开展试验。
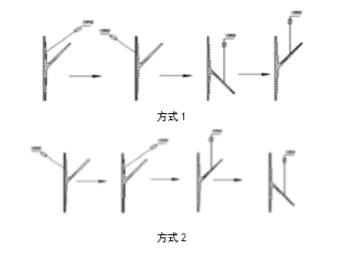
表 3 为按方式 1 的喷丸顺序进行喷丸强化,零件喷丸前后贴检验模 变形数据对照表:
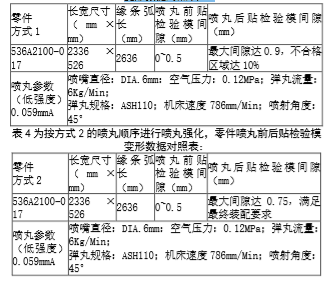
通过表 3 和表 4 数据对比来看,优化零件的喷丸各表面 的喷丸顺序,可以尽可能的控制钣金薄壁结构件喷丸强化后 的变形量,满足最终的装配要求,但钣金薄壁结构件喷丸强 化后的变形不可避免。
5 结论
本文从 ARJ 飞机主框缘条零件的喷丸强化变形控制出发 (病句),针对不同喷丸参数和喷丸顺序进行对比试验,得 出对于厚度小于 3mm 的钣金薄壁结构件,应选择较低的喷丸 强度值,在满足零件疲劳寿命的同时,尽可能的减少零件变 形量以满足最终的装配要求;同时,用根据零件的外形结构 特点选择最优喷丸顺序,避免零件喷丸强化发生剧烈变形。 在达到喷丸强化效果的基础上,零件尺寸变形得到有效的控制。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1钣金折弯半径跟板厚度之间的关系(图文对比)(31)
- 2凸缘件的拉深工艺和拉深力的计算方法,你学会了嘛?(33)
- 3“新一代”BySprint Fiber 6225(33)
- 4 云车间——钣金共享智造工业互联网平台(34)
- 5多工位伺服压力机常见故障处理(37)
- 6钣金加工龙头企业北得龙进行数字化转型(37)
- 7【MFC推荐】汽车热成形钢材料应用分析及零部件企业汇总(38)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(48)
- 9【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(60)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(114)


