MFC推荐:冷锻/冷挤压有哪些值得关注的企业?
本系列文章将简要介绍国内外的一些有特色的技术和工艺,关于冷锻(冷挤压)工艺,网上从技术和工艺的角度谈得很多,对这个业内有哪些相关企业谈得不多。希望本文提供一个索引,供有兴趣的零部件、设备和主机厂及相关研究人员进一步了解,丰富工艺选择,因为MFC见识和时间有限,不能做到面面俱到。
1、冷锻的简单定义
冷锻是冷模锻、冷挤压、冷镦等塑性加工的统称。一般把不加热毛坯进行的锻造称为冷锻。大家都知道,温度越高,金属越软,就越好成形。而在常温下,金属的成形难度将大大增加,要把冷的金属挤压流动填充满模具,得到没有裂纹和缺角的零件,这需要在工件上施加巨大的压力,对压力机、模具、材料的考验都远超热锻。一般来说,纯粹的冷锻件多是对称形状的,结构不是太复杂,承受巨大压力的安全件。
冷锻成形工艺的样例
2、冷锻的基本步骤是怎样的?
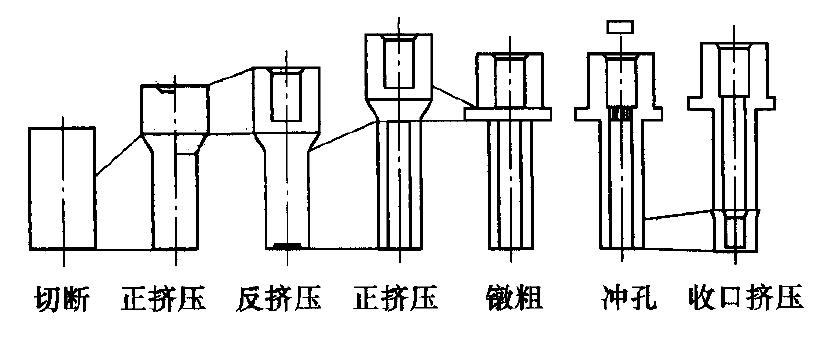
冷锻的成形方法有镦锻、型锻、挤压、模锻、压印、整径与变薄等方法,往往还需要复合成形。采取什么方法,取决于用什么材料、零件的形状、后续加工的要求综合决定。有各种不同的成形方法或是复合成形,但以下三种是基本的成形方法:
正向挤压:正向挤压是以缩小直径挤压的一种方法,直径的缩小按缩小的百分比率,是由开口形挤压或截断形挤压以缩小直径。
反向挤压:反向挤压是以成形孔的挤压方法,将材料逆向流入到渗透冲模的周围。
镦粗:镦粗是以成形紧固件头部的一种方法,材料从模具面由上而下镦粗,根据不同的零件形状,可采用开口或截断式的镦压方式。
3、冷锻的难点有哪些?
冷锻的综合要求很高,不能加工含碳量过高的金属(含碳量低于0.5%),很难加工复杂的零件;模具需要高强优质合金钢,材料和加工费用都很高;坯料需要精确下料,直径公差和长度公差都幅度都必须很小,哪怕体积公差大一点点,都可能损坏模具,并且迸射碎片伤人;包括冷锻件设计、工艺设计、模具设计和制造、坯料的材质、坯料润滑、冷锻设备、自动化装置以及后处理等条件都要严格遵守很严格的标准,任何一个环节做不到位,就不能稳定生产。冷锻力、成形速度、闭合时间、温度管理(冷却速度、模具预热与温度调节、材料预热等)、润滑管理(润滑量、润滑时间、添加剂的比例等)、模具和锻件的弹性变形与受热膨胀等各种因素影响最终的锻件质量,不能有丝毫的掉以轻心。

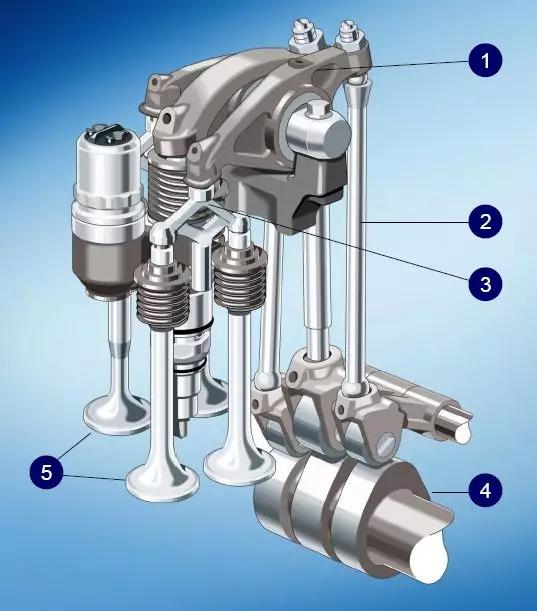
典型的冷锻件
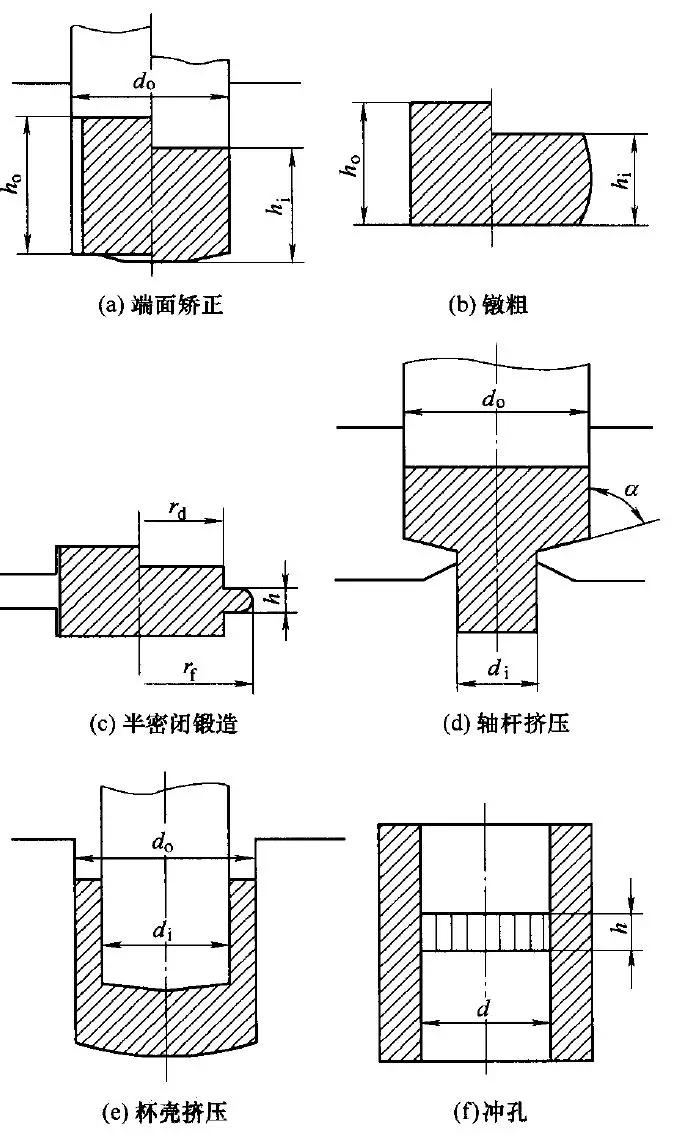
冷锻工艺中使用的主要加工方法
复合成形的六种组合形式
4、既然这么难,为什么还要冷锻呢?因为冷锻的优点也很明显!
冷锻的优点很多,首先是生产效率超级高,是切削工艺的几倍乃至几十倍;不需要加热,节省能源,也不需要去氧化皮;冷锻是净成形/ 近成形工艺,接近实际零件形状,材料利用率高,减少二次加工的工序和加工的废料的量,有些受力的零件量大,机加工要么效率低,要么切削成形困难,而且成本昂贵,所以必须用冷锻来实现;冷锻件一致性好,尺寸精度好;工件机械性能高,表面质量好,拥有更大的强度重量比,连续的晶粒流向。冷成形被认为是可代替部分热锻造、铸造、粉末金属、机加工、焊接和冲压或增强塑料/ 复合性的工艺。
中国比较流行的是用温热锻工艺大变形锻出毛坯,再用冷锻工艺进行精整,以此来生产出高质量的精密锻件。
5、汽车冷锻的历史是怎样的?
1935 年,德国开发出锻造钢材的润滑剂的磷酸盐皮膜化合处理技术(简称磷皂化处理),模具钢也出现了更强的超硬合金钢,以此为突破,在第二次世界大战结束前开发出现代冷锻工艺,用于生产炮弹。
战后,美国一些公司受到启发,继续冷锻研究,开始都是用来生产外壳类零件。但是汽车行业很快看到这项技术削减成本的潜力,从1950 年代初开始用来生产汽车零件,如刹车灯插座和火花塞外壳。如捷德、伊顿、天合等公司一直汽车冷锻领域的领先公司。冷锻可以低成本大规模制造的对称部件。所以到了1969 年,估计全球用冷锻工艺生产了超过50 万吨的钢锻件。现在,估计美国汽车乘用车的单台冷温锻件毛坯用量在42 公斤以上。
1960 年代,日本的汽车工业开始腾飞,他们当然也不会放过生产效率超高的冷锻工艺。以会田、小松等压力机厂为核心,联合汽车厂及大量配套商跟进,在1970 年就成功开发出冷挤压启动离合器齿轮、传动轴上的花键、交流发电机里的磁极铁芯,以及高尔夫球杆头。在80 年代,日本又开发成功大型高精度等速圆球的外座圈,依靠复动成形 (也称为“闭塞锻造”)生产内座圈、十字轴、汽车差速器伞齿轮等零部件,帮助日本汽车以高性价比进入全球市场。据日本锻造协会的数据,日本乘用车的冷温锻件毛坯单台用量在45~50公斤左右。
欧洲的情况也类似,德国战后继续冷锻的研发,以德国舒勒、瑞士哈特贝尔、比利时内德史罗夫等公司为核心,联合天合、伊纳等公司持续研发,冷锻件广泛应用于汽车及摩托车行业。中国的冷挤压和基本和日本几乎同时起步,上海交通大学是冷挤压研发最早的高校,开发成功启动齿轮(直齿轮)的挤压成形,并投入批量生产。
但是当时中国还是计划经济,汽车产量有限,市场不足以支撑冷锻后续的迭代研发,直到进1990年,中国的汽车和摩托车工业井喷式发展,温(热)冷复合成形、闭塞锻造、背压锻造、分流锻造以及冷温锻造成形数值模拟等技术得到应用,大量引进欧美日的冷锻机床,产生了一批合资的冷锻公司企业,主要分布在华东地区。在巨大需求拉动下,规模效益剧增的冷锻工艺才进入快速发展阶段。锻压相关专业的高校和企业都加大了人才培养和工艺研发的力度。


6、冷锻能生产哪些汽车锻件?
冷锻的变形量有限,所以锻件的重量集中到一般是几克到5KG之间,只要批量足够大,产品附加值足够高,企业就有动力把热锻工艺改成冷温锻来实现。冷锻可以生产发动机各类油泵、汽车传动系统、变速箱系统、制动系统、流体液压系统、工程机械以及电机电器里面用到的各类对称居多的精锻件。国外已较普遍采用冷精锻工艺生产低碳钢、中碳钢和合金钢零件,冷精锻件的形状也多种多样,如齿轮、齿条、同步齿圈、花键轴等。中国的冷锻因为后发优势,在有些复杂的典型传统热成形的花键轴类零件,直接就用冷温锻工艺设计制造。

日本千曲精密工业注释会社
7、可用于冷成形的材料
冷锻原材料的种类已由最初的铅、锡等极少数软金属扩展到有色金属及黑色金属两大类别中的多数金属,如银、纯铝、防锈铝、锻铝、硬铝、紫铜、黄铜、锡磷青铜、镍、钛、锌及其合金、镁及其合金、可伐合金、坡莫合金、低碳钢、中碳钢、不锈钢等,甚至对轴承钢、合金工具钢、高速钢也可以进行一定变形程度的冷锻。
黑色金属的冷锻要比有色金属困难得多,因此,黑色金属的冷锻水平可以反映或代表冷锻技术的水平,网上很容易找到冷锻金属材料的资料,这里不再冗述。
冷镦钢是靠冷镦成型制造螺栓、螺母、螺钉、铆钉、销钉等紧固件,冷挤压钢是通过冷挤压工艺制造汽车、自行车等机械零件。国内习惯统称这类钢为冷镦钢(或铆螺钢)。
我国自1957 年开始生产冷镦钢至今已有56年的历史。目前国内冷镦钢的冶炼和轧制的水平及工艺都达到世界先进水平,特别是盘条几乎全部用先进的连轧机生产,基本能滿足紧固件行业对冷镦钢的生产要求。碳素冷镦钢主要生产厂家有沙钢、邢钢、马钢、湘钢、鞍钢、宝钢、南钢、安钢、包钢和首钢等30 余家。合金冷镦钢主要生产厂家东北特钢、宝钢(上五)、太钢、长城特钢等几家。
8、目前世界冷锻件发达的国家和区域哪些?
根据德国锻造协会2011 的一项统计,世界冷锻发达的区域,按照冷锻件2008 年的产量来排序,美国为代表的美洲地区排名第一(45 万吨);其次以德国、英国、西班牙为主的欧洲(40万吨),其中德国冷锻件占到欧洲四分之三左右;中国大概排名第三(16万吨),虽然汽车产量巨大,但是汽车上的冷锻件的使用量少于欧美日系汽车,当时不到20KG 每辆车;第四是日本(12.2万吨),第五是俄罗斯(4 万吨),第六是澳大利亚(2.5 万吨),第七是印度(1.7 万吨)。上述数据反映了十年前各国的实力和产业情况。2008 年的中国的汽车产量是935 万,到2018 年2781 万辆,增加了近两倍,中国汽车单车的冷锻件的用量也增加,因此,中国汽车冷锻件的年产量大概率在50万吨以上。
目前最新的排名没有找到新的数据,冷锻是高技术行业,行业格局并不容易打破。MFC 撰写本文时,找到美国冷锻专家写的长篇文章,提到如何应对中国进口的汽车冷锻件对美国同行的冲击。类似于上市公司杭州新坐标、精锻科技,以及龙城精锻已经对美国的锻造同行产生实质性的冲击。
据上市精锻科技的研报粗略测算,以中汽协对全球2020 年1.0873 亿辆车的产量预计,以45KG 冷锻件一台车计算,全球汽车冷锻的市场大约是需求量是490 万吨,合计440 亿元人民币,中国需求量是180 万吨,大约162 亿元的市场,要这么算,汽车冷锻还有很大的发展空间。
9、冷锻上游供应商企业有哪些值得关注?
冷锻的一个庞大应用市场是紧固件和螺钉螺母市场,中国的紧固件年产量世界第一,是产量近千万吨,从业企业近2000 家,产值1300 多亿的大市场。本文提到的更多是汽车冷锻,这就是一个企业相对相对较少的行业,即便如此要穷尽也是很难的,本文只介绍一些杂业内曝光度高的企业。
首先,介绍专用的冷挤压、冷镦设备制造商,机器2~7工位,效率非常高,每分钟冲次能高达100~200 次,绝对是工业与艺术的结晶:美国的国民机械公司(http://www.nationalmachinery.com):专用的冷成形专业设备生产厂家,有FORMAX系列的专用成型机;瑞士的哈特贝尔:全能高速冷成型机和热成型机 Coldmatic®用于汽车等行业精密零件的金属高速生产;类似机器还有意大利的萨克玛公司(http://www.sacmagroup.com),在无锡有工厂,是连续式镦锻机、联合镦锻机、冷成型专用机的领军企业。
株式会社阪村机械制作所(http://www.sakamura.org/):专业生成冷热成形专用机械,最大吨位能做到1300 吨,成形从螺母到汽车花键、轴类锻件。
春雨集团旗下的上海春日机械(http://www.chunzu.com.cn):专业设计制造用于紧固件和其它异形金属零件成形用冷镦机、螺纹搓絲机等设备和模具的制造商,。类似的还有思进智能成形装备股份有限公司(http://www.sijin.cc)。除了上述的专用机,还有单工位和多工位的机械压力机和液压机,立式和卧室的挤压机,这是汽车冷锻的主流机器:
主要厂家有德国的舒勒公司(http://www.schulergroup.com)、日本的小松产机(http://www.komatsusanki.com/)及会田公司(http://www.aida-china.com.cn)、江苏兴锻智能装备股份有限公司(http://www.cptek.com.cn)、济南二机床(http://www.JIERMT.com)、西班牙法格塞达(http://www.fagorarrasate.com)、日本天田公司等能提供整套冷温锻造工艺技术和生产线装备。
特别值得一提的是兴锻的张清林总经理和该公司专家小松勇先生撰写的《温锻与冷锻之基本》是介绍冷温锻技术不容错过的技术文章。
此外还有,日本的榎本机工公司(http://www.enomt.co.jp) 生产的冷锻螺旋压力机、台湾金丰机械、浙江精勇精锻机械有限公司、中山胜龙锻压机械、广东锻压机床厂等企业生产肘节式冷间锻造自动移动冲床。俄罗斯的TMP 压力机公司生产4000 吨以下冷挤精压机和1000 ~1600 tf 的冷挤压和温锻压力机,德国拉斯科生产液压冷锻压力机。
精密的棒料剪切机有日本的万阳株式会社和意大利的菲赛普公司,国内有沈阳普森锻压机床成套有限公司以及浙江缙云一带的晨龙、龙力、阿波罗、锯力煌等十几家下料公司。
专业的冷锻模具企业有苏州汉金模具、上海久进精密锻造 、东莞市凯一晨模具有限公司、株式会社你期待、西班牙的TEMSA 公司生产各种材质的高耐磨性、高压缩强度、高弹性系数的硬质合金模具。上海交通大学国家模具CAD 工程研究中心对冷锻有持续深入的研究。
上游钢材及坯料供应商:Ovako Group,Aichi Steel Corp, Hitachi Metals Ltd.,Mitsubishi Steel Mfg Co.,Ltd.、铁木肯,Fox Valley Forge、宝钢、首钢、ASSAB、Sumitomo Metal Kokura,Ltd、大同钢铁有限公司、爱知钢铁公司三洋特钢有限公司等特殊钢公司。冷锻模拟软件:法国Transvalor公司的FORGE 和COLDFORM 软件、德国的Simufact 软件、俄罗斯的Qform 软件、美国的Deform 等。
国际冷锻组织(International Cold Forging Group, ICFG) 大会今年已经开到第52 届,全世界的冷锻顶尖企业往往会派人参会。海外杂志则有FORGING 杂志(http://www.forgingmagazine.com)、FORGE杂志(http://www.forgemag.com)、德国的massivUMFORMUNG(http://www.massivumformung.de)、欧洲锻造协会(http://www.euroforge.org)、日本素形材中心(http://sokeizai.or.jp)、日本锻造协会(http://www.jfa-tanzo.jp)等媒体和协会可以关注业内最新动态。




10、冷锻件企业有哪些值得推荐的?
根据中国锻压协会的统计,全国目前约有锻造骨干企业460 多家,生产汽车冷温锻件企业40 多家,专门从事冷温成形或以冷温成形为主要工艺的企业可能仅20 多家。能够生产高附加值、高技术含量锻件的企业较少,行业内主要竞争企业数量有限,真正掌握核心技术的企业有捷德、内德史罗夫、伊顿(EATON)、德国伊纳轴承公司(INA)、天合汽车集团和德西福格等以及下面即将提到的一些企业。
依托上海交通大学和宝钢等高校及企业的技术优势,华东地区的冷锻水平处于国内领先水平,冷锻只是锻造工艺之一,纯粹做汽车冷锻的企业并不多,往往要和温热锻混合使用。前面提到螺钉、螺母、铆钉、螺栓也是用冷锻、冷挤压工艺生产,这个行业的企业数量多,达到国内领先水平的有湖北博士隆、上海罗维特等公司,本文不一一冗述。冷锻技术含量高,利润率也高,杭州新坐标2016年对外公布的毛利率高达65%以上,2017年产值2.7亿,据称占据了该领域全球四分之一的市场。
下面罗列的是业内报道较多,参加行业活动较多的企业:杭州新坐标科技股份有限公司(专业从事冷锻、精密成型工艺研发与生产,为许多知名汽车厂提供包括气门锁夹、气门弹簧座、液压挺柱和滚轮摇臂,柴油机机械挺柱和推杆等产品)、江苏森威精锻有限公司( 汽车变速箱轴类齿轮类冷锻件、齿轮类冷精锻件)、德西福格汽车配件(平湖)有限公司( 发动机系统、柴油/ 汽油电子等行业生产所需要的有色和黑色金属精密模锻件)、洛阳秦汉冷锻有限公司(长杆类、深孔类、异形孔、异形件的冷精锻以及锻接锻焊等特色加工门类)、北京新光凯乐汽车冷成型件股份有限公司(邢钢与德国凯乐合资使用先进的德国 6 工位冷成型加工设备,面向汽车工业提供高档次冷成型金属零部件、安全件、异型件)、浙江三维大通精锻科技有限公司(柴油发动机各类油泵、汽车传动系统、变速箱系统、制动系统、流体液压系统、工程机械以及电机电器等各类锻压配件)、江兴(太仓)锻压工业股份有限公司(五金、自行车、机车、汽车、产业工程用车辆、轨道车辆等零件)、江阴全华丰精锻有限公司(汽车差速器行星、半轴齿轮等各种直锥齿轮,摩托车起动棘、齿轮,气门弹簧座及端面类异性件等)、广州市曾本五金工业有限公司(汽车喇叭和音响的锻造U 铁、T 铁、磁铁组、CNC车削和镀锌)、常州贝瑟思机械有限公司(以汽车发电机转子轴为代表的各种轴系列,各类冷锻件系列,纺织机综框等)、江苏太平洋精锻科技股份有限公司(上市公司,生产汽车差速器半轴齿轮和行星齿轮、汽车变速器结合齿齿轮)、力野精密工业有限公司(冷锻精度0.1mm的0.01KG-3KG 铝锻件和最大5KG钢锻件)、广州二宫( 冷锻) 汽车配件有限公司(汽车转向、制动、空调冷锻件)、上海海威冷挤压有限公司(加工制造汽车、电器冷挤压零部件)、青岛韩松冷锻有限公司(差速器齿轮,气门挺杆,气门弹簧底座等冷锻件)、上海汽车变速器有限公司(配套各类乘用车、商用车、新能源汽车变速器以及关键零部件)、上海久进精密锻造有限公司(冷锻冷挤压工艺研究、开发及冷挤压产品生产品,各种规格型号的精密齿轮轴、花键轴、伞齿轮及传动轴等)、绵阳富临精工(上市公司,生产气门挺柱、气门摇臂、VVT、自动张紧器、机油喷嘴、精密机械零件,机加工能力很强)、江苏飞船股份有限公司(精锻直伞齿轮、切削加工螺伞齿轮及圆柱齿轮三大系列,其中精锻直伞齿轮年产量2000 万件,螺伞 齿轮年产量80万套,汽车双桥圆柱齿轮年产量50 万套)等。



相关阅读: 消息类文章
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 普玛宝2019工厂开放日在苏州完美收官2019-12-20
- 预见 2019:《中国 3D 打印产业全景图 谱》(附现状、2019-12-20
- 协易在TIMTOS2019上发布SEYI 智慧冲压解决2019-12-27
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
- MFC 行业观察2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC原创】MFC金属成形智造报道——博俊科技: 汽车精密零部件和模具制造领军企业(50)
- 2钣金折弯圆弧展开精准计算!(50)
- 3扬力集团:中国锻压机床行业的头部企业 (53)
- 4TPS改善能造成经营财务优势(53)
- 5中国激光切割机市场:3000W以下正在萎缩,高功率渐成主流(54)
- 6MFC《金属板材成形》杂志社十三家折弯机/多边折弯中心厂家/机器人折弯/自动化折弯/折弯自动化制造商推荐(55)
- 7【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(57)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(69)
- 9上汽大众MEB工厂车身焊装亮点介绍(110)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(142)


