关于机床钣金加工工艺研究
随着社会生产水平的不断提升,在较大程度上提升了对钣金制品的 功能性要求和品质要求等,随着科学技术的不断发展,传统的钣金加工 工艺无法满足现代加工要求。所以,随着大面积普及的数控技术,也相应 提升了钣金加工技术,使其逐渐成为多元化数控钣金加工。一般情况下, 钣金加工主要是对金属薄片进行拼接,剪切,铆接,焊接以及折弯等,这 样能够加强金属薄板的使用功能。为了实现以上使用功能,在钣金加工 期间需要结合剪板机、点焊机、数控折弯机、激光切割机等设备。在实际 较高加工期间需要按照不同的工艺要求,使用相应的加工设备。在使用 高精度数控设备时,能够在较大程度上加强防护板的加工品质,可以生 产加工多品种,多类型的产品。在大力推广数控钣金设备的同时,还能够 降低工作强度,加强工作效率,提升钣金加工周期。
1 钣金的选材
通常情况下,钣金的厚度都在 6mm 以内,通过多样化的冷加工工艺 技术,将其制作为各种形状的零件。在对钣金进行冷加工之后,能够改变 钣金零部件的厚度,将其变为更加固定的厚度。然而作为不同用途的钣 金需要选择不同的钣金材料。通常情况下,钣金材料主要是分为以下,不 锈钢、铜、铝等材料,不同类型的钣金材料需要使用不同的加工方式以及用作不同途径。
1.1 不锈钢板材
(1)冷轧钢板。冷轧钢板主要是一种控制室温,低于再结晶温度,之 后对其进行轧薄处理的钢板。在经过冷轧处理的钢板。其表面比较光滑, 并且具有均匀的厚度,不会产生较大的成本,容易成型,可以对其涂抹油 漆或者进行电镀处理,这样就可以扩大钢板的应用范围。
(2)热轧钢板:该种钢板处理方式主要是将初轧板或者铸板坯进行 处理,对其进行加热之后,再进行除磷就形成了粗轧成形的钢板。通常情 况下,热轧钢板的厚度存在些许偏差,在实际处理期间可能存在折边问 题。热轧钢板处理工艺主要是应用在车辆、桥梁,以及船舶等设备的零部 件生产上。
1.2 镀锌板
镀锌板主要是在钢板表面进行镀锌处理。通常情况下,需要将钢板 的镀锌层厚度控制在 10μm 以上,这样可以防止钢板表面出现腐蚀等破 坏情况,主要是应用在零部件对防腐有着较大的要求。
针对铜板材,在实际处理期间需要借助电料,并且需要在铜板材表 面进行镀铬和镀镍处理,此外还能够进行喷涂处理,但是该种材质具有较高的成本。
针对铝板材,一般情况下都是粗腰借助铬酸盐对其表面进行处理, 还可以进行化学以及导电等氧化处理,主要应用于制作箱体。
2 机床钣金的结构件应用以及加工工艺
机床钣金件主要是比较常见的结构件,可以广泛应用在较多领域。 钣金件的加工方式主要是焊接以及激光切割等,并且具有较轻的重量, 在刚度方面表现良好,以及较高的精度等优势特点,可以应用在制作复 杂形状以及机床内外感觉规划结构件等。
随着我国广泛应用数控激光切割机以及数控冲床技术,在较大程度 上提升了钣金加工工艺,随着科学技术的发展,钣金加工技术不断朝向 零切削和精确加工技术方面发展,不断对钣金零件的加工工艺路线进行 简化,提升加工质量和效率等。
通常情况下,可以将机床钣金件的制作步骤分为以下方面:①借助 于数控转塔冲,剪板机,切割机以及折弯机等加工板料;②人工焊接各种 零部件,使其成为想要的形状;③需要对各个零部件的表面进行喷涂处 理。
3 钣金件的基础加工工艺
针对钣金工人来说,钣金制造在加工期间会对产品的质量和品质产 生直接影响。在实际加工期间借助于现代化加工设备,不断对加工工艺 进行优化升级,这样可以在较大程度上提升零部件的精度,并且能够加 工较复杂形状的零部件。
3.1 下 料
在加工钣金件期间,主要的下料设备有数控设备,冲床设备、剪床设 备以及锯床设备等,在实际加工期间需要按照加工要求选择适宜的加工 设备,这样才能全面加强钣金件的加工效率。
(1)剪床设备:如果需要对钣金件进行简单的剪切处理则需要借助 于剪床设备完成。如图 1 所示。通常情况下,在准备加工期间需要借助于 模具落料成形技术实现,应用在具有较小加工精度要求的钣金件加工当 中,并且需要满足无切角块料,无孔以及条料等要求,剪床设备在零部件 加工方面具有较低的成本。

(2)冲床设备:如果需要对钣金件进行多步骤处理则需要使用冲床 设备进行加工,需要在板材上展开零件,之后将平板件冲栽成形式多样 的料件。通过冲床设备对零部件进行加工存在较高的加工效率以及较低 的成本。但是,在选择冲床设备加工零部件时,需要提前制订模具。
3.2 数控设备
在采用该种下料方式时,需要按照零件展平图对编写相应的程序, 并且需要使数控加工机床有效识别程序。在实际处理加工期间,可以按 照程序的相关要求在平板上进行剪裁,这样就可以得到对应的料件。
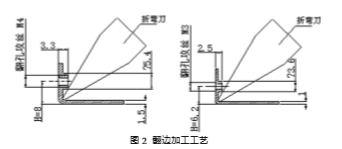
(1)翻边:在翻边加工料件期间,需要利用抽孔对较小基孔进行加 工,针对比较大的基孔,需要对其进行攻丝处理,可以将该种加工方式称 为“翻孔” 和 “抽孔”处理,通常应用在较薄钣金件的加工处理当中。详情 见图 2。针对比较薄的钣金件,在孔周围进行浅翻边加工不会影响厚度, 如果钣金件的厚度降低,在经过翻边处理后可以扩大钣金件厚度。
(2)冲床:该阶段的钣金件加工处理需要借助于模具对料件进行成 形处理,可以将料件处理为对应的形状,该种加工处理方式存在较高的 精度要求。在加工步骤当中主要分为冲孔、冲撕裂和成形等,通常情况 下,冲床应用的加工模有成型模,撕裂模以及冲孔落料模等。需要注意的是,在该阶段进行钣金件处理加工时需要控制操作方向。
(3)折弯:在对钣金件进行折弯处理时,需要将折弯成 3D 零件,在实 际加工期间需要借助专门的折弯模具或者折床。常见的折床模主要是弯 刀和直刀,在实际选择期间需要按照实际情况选择。在折弯处理铝板时 可能会出现裂纹情况,因此需要提升下模槽宽以及上模折弯处内圆角的 半径。
(4)焊接:通常情况下,钣金件焊接方式主要分为钎焊,压力焊和熔 化焊。熔化焊主要分为手工焊接方式,气体焊接方式以及氩弧焊接方式 等。压力焊主要分为撞焊方式,点焊方式以及对焊方式;钎焊主要为电铬 焊方式。在选择焊接方式时,需要按照实际焊接要求进行选择,需要全面 考虑加工料件的材质。
4 结束语
综上所述,随着钣金件加工处理方式的不断发展,已经在多个行业 得以广泛应用。在实际加工期间需要选择适宜的加工方式,采取有效措 施优化加工过程,全面提升加工效果。

相关阅读: MFC转载 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(37)
- 2邦德激光【自主研发】超级套料软件全球首发!(37)
- 3最新日程】MFC2025第四届金属 中厚板材成形技术研讨会暨船舶、钢构、工程机械等行业切割、折弯、卷板、焊接技术论坛(46)
- 4多工位伺服压力机常见故障处理(48)
- 5【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(50)
- 6冲压工艺与产品设计最全方案(62)
- 7【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(107)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(250)
- 9内六角螺丝滑牙怎么办?为什么六角螺丝会滑牙呢?(446)
- 10MFC推荐冲压—汽车造型设计中的CAS(579)


