弯 曲类钣 金件 热冲压成 型工 艺研 究
转 向架 是 由机 车车 辆走 行部 的零 部件 和装 置组 装 而 成的 独 立 部 件 ,起 支 撑 车 体 、 转 向 和 制 动 的作用 , 并保 证 机 车车辆 在轨 道上 安 全平稳 地 运行 , 运行 件恶 劣 , 在铁 路客 车 、 地铁 等 车辆 中起列 至关 重要 的作用 。转 向架 的零 部 件质 量 和组装 方式 起 到 了基 础 性作 用 , 而焊 接性 能低 于钢 板 本体性 能 ,为了提高转 向架 质量 , 减 少焊 接 ,复杂 弯 曲类钣 金件 就 显得尤 为 重 要 。文中结 合 国 内外先进 弯 曲类 钣金 件 的热 冲 压 成 型技 术 和 中车南 京浦 镇 车辆 有限 公司 原来 的简 单 热 冲压成 型 , 对影 响 热 冲压 成 型 工 艺 参 数 的加 热 温 度及 保温 时 问进行 了试 验分 析 。
1 热 冲压成 型的工艺原理
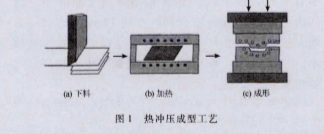
传 统 的 冷 冲压 成 型 大都 是 在 常 温 下进 行 ,而热 冲 压成 型技 术 中 ,板料 是在 红热 状 态下 冲压 成 型 的(见图 1), 即 先将 下 料 加 工 后 的 钢 板送 人 加热 装 置 内加 热 到规 定温 度 , 然 后送 人 冲压模 具 上 冲压成 型 ,在 成型 同时 通过 模 具 同 定将 钢 板 冷 却 、 使 之 发生 同 化 , 减少 回弹 , 提 高成 型 质量 .
2 热 冲压成型试验
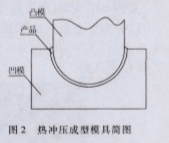
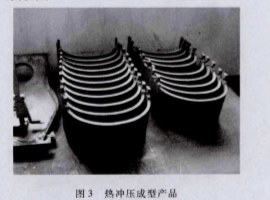
热 冲压成 型模 具 简罔 如图 2所示 。按 照热 冲压 成 型 T艺 , 将 加热 后 的 钢 板在 装 有 热 冲 压 成 型模 具 的 冲压 机上 成 型。热 冲压 成 型 后 .南于 加热 温度 已经达 到 690℃ ~780 ℃ ,材 料 的性 能 发 生 了 变 化 。 而由于在加热时钢材 塑形增强 , 弯曲类钣金件塑形变形 后 回弹 变小 , 由 图 3可 以看 H{. 热 冲压 压型产 品 的 回弹 问 题 不 大 。 因此 .下 面 将 主 要 对 影 响 热 冲 压成 型 工 艺 参 数 的 加 热 温度 及 保 温 时 间 进 行 试 验分 析 , 研 究热 冲 压T 艺 中 ,温度 或 保 温 时 间 变化对机 械 性 能 及 金 相 组 织
的影 响规 律 。
2.1 加 热温 度 的影 响
2.1.1 试验 条件
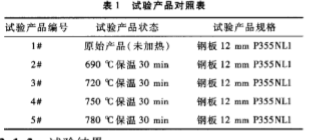
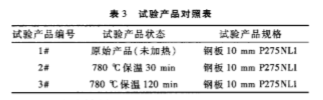
材料 为 P355NL1,热 冲 压 成 型前 屈 服 强 度 Re l为 468 MPa, 抗 拉 强度 Rm 为 550 MPa, 延 伸 率 为 26. 5% , 毛 坯宽 200 mm, 长 500 mm, 料 厚 为 12 mm,试 验 工艺 流 程 为 600 c C以 上 投料 加 热 ,采 用 在 690 ℃ 、 720 c l C、 750℃ 、 780 ℃ 四个 不 同 温度 进 行 加 热 ,加 热 到温 度后 , 保 温 30 mi n,出炉 进 行 热 压 , 成 品 后空冷 。产 品对 照如 表 1所示 。
2. 1. 2 试 验结果
对上述不同温度、 相 同保温时间的同规格产品, 按 照 GB/T 228- 201 0及 GB/T 229- 2007试 验 标准 , 室 温试 验 条 件 ,在 相 同 的 试 验 设 备 下 进 行 了试 验 , 试验 结 果如 表 2所示 。
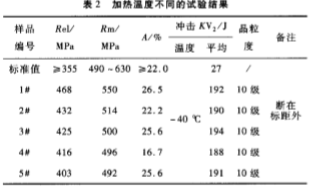
由表 2可知 , 钢板 在不 同温度下 加 热时 , 其抗 拉 强度 、 屈 服强 度 随着加 热 温度 的提 高而 下 降 , 材 料塑 形性 能变 化不 大 , 材料 组织 形 态无 根本 变化 , 低 温 冲 击基 本保 持不 变 。加 热 温 度 在 780℃ 时 , 钢 板 相 应 的抗 拉强 度 、 屈服 强度 下 降很快 ,已经达 到 了标 准临 界值 。
为 了得 到机 械性 能合 格 的产 品 , 并 考虑 实 际热 冲压 成型 时 , 板料 加 热 温 度 的 偏 差 ,因此 , 加 热 温 度 范 围可选 择不 大 于 780℃ 。
2. 2 加 热时 间的 影响
2. 2.1 试 验条 件
材料 为 P275NL1,热 冲 压 成 型 前 屈 服 强 度 为342 MPa,抗 拉 强 度 Rm 为 490 MPa,延 伸 率 A 为 39% , 毛坯宽 200 mm, 长 500 mm, 料厚为 1 0 mm, 试 验 工 艺流 程为 700℃投 料加 热 , 加热 到 78 0℃ , 保 温 30 mi n及 1 20 mi n, 出 炉 进 行 热压 ,成 品 后 空冷 。产 品对 照表 如表 3所 示 。
2. 2. 2 试 验 结果
对 上 述 相 同加 热 温 度 、不 同保 温 时 间 的 同规格产 品 , 按 照 GB/T 228-201 0及 GB/T 229-2007试 验标准 , 室温试验条件, 在相同的试验设备下进行了 试 验 。试验 结果 如表 4所示 。
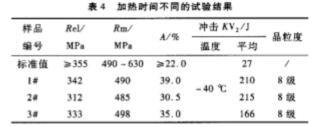
由表 2可 知 , 钢 板 在不 同保 温时 间下进行 加 热 , 抗拉 强度 、 屈 服强 度 随着保 温时 间 的增 长 而提高 , 材 料 塑形性 能有 所提 高 , 材料组 织形 态无 根本 变化 , 低 温 冲击有 所 降 低 。保 温 1 20 mi n后 ,钢 板 相 应 的抗 拉强度 、 屈服强度得到了提升,与保温 30 mi n时相 比 , 产 品的机 械性 能要好 。
3 结 论
(1)在所设计的热冲压成型工艺上可以实现弯 曲类 钣金 件 的热 冲压 成 型 加 工 ,且 主 要机 械 性 能 及 金相 组织 满足 标准 要求 。
( 2)热冲压成型产品的机械性能变化受多个工 艺参数的影响, 所有 工艺参数 的制定都应 以满足产 品 的机械 性能 为 目标 。
(3)确定 了 P355NL1及 P275NL1加热温度 、 保 温时间等工艺参数 的范 围, 为使热冲压成型后产品 的机 械性 能满 足标 准 , 确 定 较 好 的 热 冲压 成 型 工 艺 参 数 如下 : 加热 温度 范 围可选 择不 大于 78 0℃ , 保 温 时 间可选 择大 于 30 mi n, 但 是 为 了避 免其 他缺 陷 , 保 温时 间不应 太 长 。
由于产 品在热冲压成型时机械性能的降低及模 具 成本 为 热冲压 成 型 工 艺快 速 发 展 的一个 瓶 颈 , 如 何 以较 低 的成本 进行 有效 的工 艺设计 和模 具设 计解 决 钢板 的成 型 问题 , 提 高 钢 板 在后 续 车 型 开 发 中应 用 的比例 , 将是今 后 研发 的方 向 。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(37)
- 2邦德激光【自主研发】超级套料软件全球首发!(37)
- 3最新日程】MFC2025第四届金属 中厚板材成形技术研讨会暨船舶、钢构、工程机械等行业切割、折弯、卷板、焊接技术论坛(46)
- 4多工位伺服压力机常见故障处理(48)
- 5【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(50)
- 6冲压工艺与产品设计最全方案(62)
- 7【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(107)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(250)
- 9内六角螺丝滑牙怎么办?为什么六角螺丝会滑牙呢?(446)
- 10MFC推荐冲压—汽车造型设计中的CAS(579)


