基于能力项的飞机钣金工培养方案设计
科学技术的发展以及工业生产模式的改变与进步,要求企 业员工具有较高的人员素质、良好的沟通能力、积极的工作态 度、扎实的操作技能。然而,高职毕业生却不能满足企业用人 需求,主要反映在不能很快适应企业生产需求,造成这种局面 主要有以下几点:学生技能水平不足,虽然在学校也学了一些 操作技能,但因我国大多学校不愿在技能操作上进行投入,尤 其机加类的专业,原材料、设备维护等投入大,且要求教师具 有较高的技能水平以及生产经验,学习时间较长,见效慢。教 学内容与生产企业需求脱节,许多高职院校还不能摆脱传统学 科体制及课程设计造成的教学脱节现象,不能满足企业科技进 步所需要技能。学员到生产一线实习锻炼时间不足,学校大多 安排学生到一些生产流水线上进行锻炼,因生产线的局限性, 无法让学生了解机械加工类企业的实际生产情况。学生在学校 及生产实习中接触较为单一,对机加工艺机加工技术了解不够 深入,对机械加工原理的实际应用缺乏,复杂零件加工各工种 间的相互关联知识储备不足大都只停留在书本上。
一、胜任力模型
对各个岗位应该具备的能力要求进行提炼,以便于后期进 行内部人才评估、选拔,外部进行人才招聘。适当构建胜任力 模型,通过合适的教学模式,促进高技能人才的培养和成长。 对各个工种进行通用素质(职业素素养)和本工种技能要求(职 业能力)进行梳理,确定能力项并进行定义;在确定素质能力 项后,经过 BEI 访谈调研、问卷调研、绩优与绩差人员对比等 归纳总结各个能力项的行为点;对各个行为点进行分级描述, 一般分为三级,级别越高、要求越高。通过胜任力模型获得生 产岗位能力描述,进而确定教学内容和教学目标。以提升技能 (职业能力)为核心,以提高员工职业素养为基础,以突出技 能操作训练为切入点,根据岗位需求,选取涵盖从岗所需技能 的训练项目,强化零部件加工过程训练和技术工艺过程实践, 达到相应岗位技能要求。
二、飞机钣金工实践课程体系设计
进行岗位工作任务和职业能力分析,选取涵盖从岗所需技 能点的实践项目,并以生产岗位为出发点,分析岗位的职业活 动和对相关职业能力的要求,将所要求的专业知识、操作技能 和工作规范(岗位标准)综合得出其能力结构、知识结构、素 质结构并确定核心技能模块和教学模块。选取具代表性训练项 目,通过“基础技能、综合技能、岗位对接”三个阶段,完成 典型实践产品的加工,并在整个训练过程中实现技术技能实践 目标。
1.生产岗位能力描述
具有良好的飞机钣金成形理论知识基础;具有查阅和合理 使用相关工艺文件的能力;具有熟练掌握常用的钣金成形工艺 方法的基本操作技能;根据钣金零件结构特点,选择合理的成 形方法、设备、工具、模具完成零件的制造。
2.实践教学目标
掌握钣金成形基础理论知识;了解零件生产流程、熟练调 用数模、工艺文件等相关信息;熟练掌握钣金工基本操作技能; 熟练掌握样板、成形工具的使用方法;完成典型结构钣金零件 的制造;掌握正确的钣金常用设备、工具、工装的日常保养和 维护方法;通过模拟班组建设时学员树立良好的质量意识及职 业素养。
(1)模块1:基本理论知识
掌握航空钣金常用材料和热处理等知识;掌握飞机钣金零 件图识读知识;掌握样板的使用;掌握钣金零件成形原理、方 法等;CATIA 应用。飞机钣金零件识图、飞机钣金常用金属材 料和热处理及塑性变形理论、样板应用、飞机钣金成形工艺方 法、CATIA三维识图。
(2)模块2:钳工基本技能训练
掌握与钣金相关的钳工基本操作技能。划线、平面加工、 弧面加工、钻头刃磨、样板制作、简单模胎加工。
(3)模块3:飞机钣金件的基本技能训练
熟悉材料特性、合理安排简单加工顺序;掌握钣金手工成 形常用工具的使用;掌握钣金手工成形基本技能;能够运用检 测手段对产品进行检测;根据图纸及工艺要求独立完成简单零 件加工。本模块多为无模胎加工,成形需要熟练操作技能,对 钣金手工成形技能要求较高。
(4)模块4:平板类零件
能够独立查阅零件数模及制造技术要求;能够按图纸划线 剪切下料及锉修;能够利用钣金工具对工件进行校平及并检测。 本模块主要是对平板类零件进行剪切、锉修加工、淬火后的修 整等技能进行训练。
(5)模块5:板弯类零件
能够独立查阅数模及技术要求;能够按图纸划线剪切下料及 锉修;能够利用模胎、规铁及钣金工具对工件进行加工及检测。 本模块主要是对平板弯曲类零件进行成形加工、淬火后的修整 等技能进行训练。
(6)摸块6:导管类
能够独立查阅数模及技术要求;能够按图纸计算展开料并划线下料;能够利用钣金工具及异性曲面快速成形机等设备对工件 进行加工。本模块主要是通过冲床、模胎对材料进行成型加工, 并运用放料、弯曲等主要技能对零件进行整形、淬火后的修整 等训练。
(7)摸块7:框板类
能够独立查阅数模及技术要求;能够按图纸计算展开料并划 线剪切下料;能够利用模胎或规铁进行工件加工,并修整倒符合 图纸技术要求。本模块主要是通过模胎对材料进行放料、弯曲 等主要技能对零件进行成形加工、淬火后的修整等训练。
(8)模块8:型材类
能够独立查阅数模及技术要求;能够按图纸计算展开料并划线下 料;能够利用钣金工具及异形曲面快速成形机将型材弯曲成符 合图纸需求的零件。本模块主要是利用异性曲面成型机及冲床 等设备,对长桁、加强支柱、肋梁的缘条类零件进行成形加工、 淬火后的修整等训练。
(9)模块9:盒形类零件
能够独立查阅数模及技术要求;能够按图纸计算展开料并划 线下料;能够利用钣金模胎及冲床对工件进行加工。本模块主要 是通过楼边、拱曲等主要技能、结合钣金成型设备及其它基本 操作技能对盒类零件进行成形加工、淬火后的修整等训练。
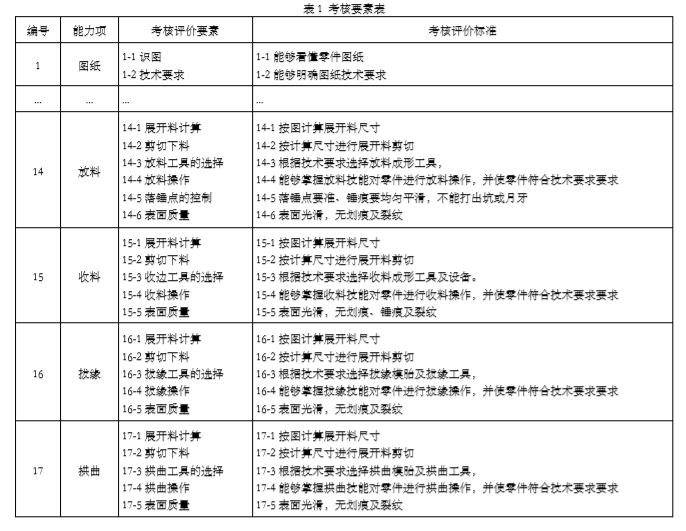
三、基于能力项的考核点
如表 1 所示,根据岗位实际能力要求,设置了考核评价要素和考核评价标准。
结束语
随着新技术的快速更新升级和企业员工的持续职业发展对 职业教育提出了更高要求,企业更需要具有工匠精神的高技能 人才。因此,高职实践教学必须服务于高素质、应用型人才的 培养目标,根据职业技能、职业素养、职业理念不同层次的要 求,有针对性地培育和塑造,促进高技能人才队伍的可持续发展。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1邦德激光【自主研发】超级套料软件全球首发!(37)
- 2【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(38)
- 3最新日程】MFC2025第四届金属 中厚板材成形技术研讨会暨船舶、钢构、工程机械等行业切割、折弯、卷板、焊接技术论坛(47)
- 4多工位伺服压力机常见故障处理(48)
- 5【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(52)
- 6冲压工艺与产品设计最全方案(62)
- 7【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(109)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(251)
- 9内六角螺丝滑牙怎么办?为什么六角螺丝会滑牙呢?(446)
- 10MFC推荐冲压—汽车造型设计中的CAS(580)


