空调翅片用精密高速伺服数控冲床辅助机构设计
摘要:为了实现翅片高速冲压的自动化要求,设计了一套精密高速伺服数控冲床辅助机构。重点介绍了辅助机构的整体设计及 开卷、浸油、送料、拉料、吸附和集料等装置的设计。通过分析悬臂式结构和开卷张力形成特点,设计出由减速电机、开卷滚 筒和装料轴组成的开卷装置;为满足铝箔上油和去除多余油料的要求,设计出一款由辊轴和毛毡组成的浸油装置;为满足冲压 初期送料要求,对辊轴送料精度进行分析后设计出由空心辊轴、伺服电机和气缸组成的送料装置;为了满足能够冲压不同翅片 要求及避免铝箔涂油后由于粘连现象不利于送料的情况,设计了一个拉料步距可调的拉料机构;根据压差吸附原理、翅片和换 热器外形特点,设计出能够吸附和收集翅片的吸附装置和集料装置。
关键词:精密高速;伺服 ;辅助机构;空调翅片;数控冲床
翅片是空调、冰箱、汽车等热交换器中冷凝 器及蒸发器的有效强化换热零件 ,布置于换热装 置表面,通过增大换热装置的换热表面来提高装 置的换热效率。上世纪90年代,空调器开始进 入中国家庭 ,并在2 0 00年后开始大规模普及,目 前空调已经是 日常生活中必不可少的家电产品.国内空调市场竞争 日趋激烈,作为空调换热器重 要组成部分,翅片的高效 自动化生产对企业降低 成本、提高竞争力有着重要意义【 2 】 。空调翅片生产工艺过程较复杂 ,大多采用多工位级进模由冲床 提供动力冲压而成.
冲床属于点位控制机床,在中间行程中不进 行加工。大多情形下加工的产品单一,模具无需 经常更换,所以在传统的冲床中一般采用继电器 控制 ,送料一般采用手工送料,但这种方式存在 着效率低、速度慢、精度不能保证和安全隐患等 方面的问题.
随着国内、国际市场竞争 日趋激烈,尤其是随着工业技术的迅速发展,冲压制件外形越来越 复杂、工艺要求越来越高,传统的冲床已经不能 满足需求,数控冲床应运而生 。辅助机构是实现 冲床 自动化工作的重要保障。辅助机构的自动化 程度高低,直接影响着冲压生产效率、生产节拍 以及冲压生产整体 自动化水平 ,只有辅助机构的 自动化程度和冲床相匹配,才能实现冲压生产的 完全 自动化.
根据铝箔材料特性和数控冲床冲压翅片的特 点,本文设计一款适用于冲压翅片的精密高速伺 服数控冲床 的辅助机构 ,以实现铝箔的 自动取送 料、翅片的集料和码垛,从而实现冲床冲压自动化。
1冲床辅助机构整体设计
1.1冲床辅助机构整体设计
数控冲床自动化的目标就是尽可能的减少人 的直接参与 ,尽最大限度地降低操作人员的劳动 强度。冲压 自动化主要包括材料供给、制品及废 料的排出、模具更换 、冲床的调整与运行 、冲压 过程异常状况的监视等作业过程的自动化嘲。本文 设 计 的辅 助机构 主要 实现铝 箔材 料 的供 给 、冲 压、翅片成品的排出及收集等过程的自动化。
冲压翅 片所用 的铝箔最初是并未展开 的卷状 材料 ,而冲床上的多工位级进模冲压需要展开的 铝箔 ,在整个冲床系统开始的地方需要一道开卷 工序。
为了能够提高翅片冲压质量及有效保护模 具,在铝箔进人冲床进行冲压之前需要涂上润滑油, 所以在开料工序之后、冲压工序之前需要一 个浸油工序.
在翅片 的生产过程中 ,铝箔带料的输送是必 不可少的工序。在高速精密级进模具的冲压中,带料一般都是由送料机构送进冲压区进行冲压。
虽然送料机构送料使用方便、调节迅速【 ,但是本 文设计的辅助机构所要输送的铝箔进入冲床之前 需要涂上润滑油,润滑油的吸附作用会使铝箔和 模具的凹模面产生粘连现象,而且该铝箔很薄 ( 厚度为0.095—0.12mm)且较软,致使铝箔本身 的刚度不能克服润滑油产生的吸附力和铝箔与模 具凹模面之间产生的摩擦力,从而不能使铝箔保 持平整状态,铝箔会产生波浪形弯曲而导致发生乱料现象,那么就不能进行正常的冲压,所以不 能在翅片冲压输送铝箔时采用送料装置送料的方 式 ,而要采用拉料 的方式 ,所 以本文设计 的冲床 需要在冲压工序后有拉料工序来实现铝箔带料的输送.
在铝箔带料的料头一端开始进入冲床进行冲 压时,铝箔还未到达拉料装置的位置从而拉料机 构不能够进行拉料工作 ,此时的送料动力和送料 步距需由专门的送料装置提供和控制,即在冲压 工序前还需要一道送料的工序把铝箔送进冲压区 进行 冲压 。为 了防止铝箔 由于和模具粘连而发生 乱料现象 ,操作人员需要在送料装置每次送料 的 间歇期 间用一根拨料杆把铝箔挑起而 防止铝箔和 模具发生粘连。当送料装置把铝箔的料头送到拉 料装置时,送料装置不再工作,操作人员此后无 需拨料,而拉料装置则开始工作。
翅片从多工位级进模冲压出来后为了便于后 续的胀管工艺还需要按照换热管中翅片的排列方 式收集码垛 ,即最后还需要集料工序完成翅片制 件 的生产。本文设计一款吸附装置首先把翅片吸 附起来,随后再使吸附起来的翅片落人位于正下 方的集料装置上实现翅片的收集和码垛。
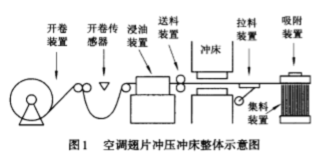
由上述分析可知 ,翅片从最初的卷状铝箔至 翅 片制件 的完成 ,需要经过开 卷 、浸油 、送料 、冲压 、拉料 、吸附和集料工序 。为了完成这些工 序,需要相应的装置来实现。基于翅片生产的整 个 工艺 流程 ,初 步 拟定把 辅 助机 构分 为 6个 部 分 :开卷装置 、浸油装置 、初始送料装置 、拉料 装置、吸附装置和集料装置 ( 如图1所示) 。
合理地选择冲床辅助机构的工作参数能够在 保证整个冲床正常工作的同时减少能耗、节约成 本。根据冲床中的多工位级进模所能冲压的带料 尺寸选用 的铝 箔卷料 宽度 为 1 250 mm、直径 为 1500mm;根据所要生产的换热器尺寸设计吸 附装置的吸料长度为 1100mm,而集料装置的集 料高度为900mm。冲床辅助机构的主要参数如表 1所示.
2开卷、浸油和送料装置的设计
2.1开卷装置设计
开卷设备大致有三种:悬臂式开卷机、双圆 柱头式开卷机和双锥头式开卷机。其中悬臂式开 卷 机具有 刚性大 ,开卷 张力大 等优点 ,适用 于 较薄带材 的开卷 。本文设计一种类悬臂梁 开卷 机 ( 如图2所示 )。装料轴一端通过轴承座固定 在开卷机架上 ,相当于悬臂梁固定的一端。而 其另一端为了方便铝箔卷料安装时进出由活动 支架支撑.
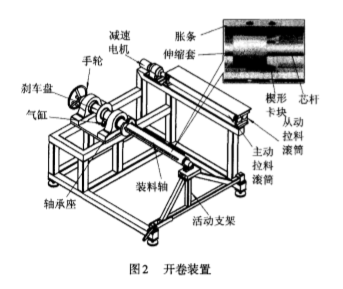
为 了防止铝箔卷料在装料轴上打滑和松动而 造成在卷料惯性转矩下的铝箔堆积和卷料偏离中 心情况 的发生 ,卷料和装料轴之间需要有一定的 开卷张力。开卷张力的形成主要由三种方式:机 械式 、磁粉制动器式和直流拖动式[ 9 1 。机械式 的特 点是结构简单,出故障后便于维修;磁粉制动器 式可以通过调整激磁电流来调节张力大小,易于 实现自动控制,但是最大张力受制于制动器最大 力矩 ;直流拖动式一般用 于大中型带材 的情况 。本文所要开卷的铝箔卷料直径为 1500mm,而宽 度为 l250 mm,为了机构更加精简 ,所 以设计通 过机械式结构产生开卷张力的装料轴 ( 如图2所 示 )。通过转动手轮带动芯杆转动 ,芯杆 的转动会 使和芯杆以螺纹连接的伸缩套在轴向移动,而胀 条和伸缩套通过楔形卡块连接,从而伸缩套的轴 向移动会使胀条产生径向移动,随着胀条往外移 动并且和铝箔卷料 内壁接触 ,则开卷张力随之产 生。在开卷过程中,当拉料滚筒停止拉料时,为 了防止装料轴继续转动而造成铝箔材料过多堆 积,设计一个通过气缸推杆夹紧刹车盘来使装料 轴止动的刹车机构使装料轴能够随时停止转动。
铝箔从相互紧靠的主动拉料滚筒和从动拉料 滚筒之间穿过 ,在 由减速电机驱动滚筒 的牵引下 自动 开卷 (如 图2所示 )。该滚筒 的转动是连续 的,而多工位级进模冲压翅片是间歇性的,滚筒 的转动和翅片在级进模之间的移动并不同步。如 果拉料滚筒转速过大,会使铝箔在开卷装置和冲 床之间堆积过多 ;如果拉料滚筒转速过小 ,则会 使铝箔因不能满足模具进料 的需求被拉扯绷直而 容易断裂 。本文在开卷装置和浸油装置之 间设计 一 个铝箔传感器检测装置 ( 如图1所示),当位于 开卷装置和浸油装置之间的铝箔高度高于一定值 时,滚筒转动开卷放料;当铝箔高度低于一定值 时,滚筒停止转动,从而保证在开料装置和浸油 装置之间始终保持有一定的铝箔材料。
2.2浸油装置的设计
浸油装置的作用就是让铝箔能够涂上润滑 油 ,压油辊 的作用就是把铝箔压入油面以下 以便 让铝箔沾上油料 ( 如图3所示) 。但铝箔沾上了过 多的油料会增加铝箔和模具凹模面之间的吸附作 用而不利于铝箔的输送 ,且过多的油料也会造成 .
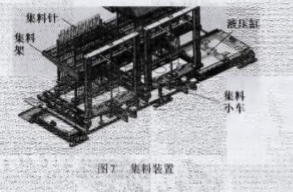
为了便于集好料的翅片的装卸,把集料装置设计成可以拉出小车的形式〖如图7所示)该集料小车通过集料架的上下移动控制集料的高度当一部小车集满后,通过底部液压缸把另一部尚未集料的小车移人集料的工位从而实现自动换车集料
4结论
为了实现冲床高速冲压的百新化、设计一款适用于冲压翅片的精密高迪伺服数控冲床的辅助机构,结论如下
(1)开卷装置采用类悬臂梁结构、!通过禊形卡块℃伸黛柜胀条成的机械式结构产生开0 张力《设计出减速电机驱动的双汰商拉料装置来一提开卷牵射力《通过传感器测出箔的高度节电机的转速。
(2)设计出能够让铝箝涂上油料和把多余泄料滤掉的浸油装置。
(3)设计出虫可扯机驱动:0压辊气缸提枞压料力双辘轴料装《出0希析影响送料精《一度的闼素、《嗵过提高辊轴制造和安装精度《适提高轴表粗糙度和设计空心訕来提高送料精度
(4)设到'出通过伺服电机驱國拉料机梅,采用通过改变抱紧夹在摆在位屎凋爷摆杆有长度的结构实觇垃料距离的改变。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1钣金折弯半径跟板厚度之间的关系(图文对比)(31)
- 2凸缘件的拉深工艺和拉深力的计算方法,你学会了嘛?(33)
- 3“新一代”BySprint Fiber 6225(34)
- 4多工位伺服压力机常见故障处理(37)
- 5 云车间——钣金共享智造工业互联网平台(37)
- 6钣金加工龙头企业北得龙进行数字化转型(38)
- 7【MFC推荐】汽车热成形钢材料应用分析及零部件企业汇总(39)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(49)
- 9【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(61)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(116)


