创迈精密:世界精密拉伸工艺的领导者

马锐
文 | 刘明星、王思杰、李建
MFC《金属板材成形》杂志在 2017 年在苏州创办了一个深拉伸会议,原计划能开到200人就很满足了,没想到最终来了500人;第二年依然火爆,代表参与交流的热烈超乎想象。
我们才发现,无意中接触冲压领域一个技术含量极高、专业性极强的领域:Metal Deep Drawing即金属深拉伸行业。在筹备这个会议的过程中,我们得到了创迈精密金属成型 ( 苏州 ) 有限公司的马锐总经理的大力支持,不但做了精彩 的报告,担任了两次会议的主持,还邀请不少同行参会,并在会后免费指点业内同行一些技术难 题。马锐总经理毕业于上海交通大学,从事冲压 工作二十多年,为人谦虚,待人接物极具绅士风度,虽然不愿意谈自己,但是却更愿意分享企业 和行业信息。本次访谈我们希望通过马锐总经理,把创迈集团而不仅仅是创迈中国介绍给业内,并将精密深拉伸行业的特点介绍清楚,让更多的同行和客户了解和开拓深拉伸的市场。
MFC:请介绍一下创迈精密的公司的整体情况吧。
马锐:Trans-Matic 公司(中文叫创迈)创立于1968年,是一家国际知名的专业冲压深拉伸零部件生产商,2018年刚庆祝了这个家族企业50周年的生日。
创迈由帕特汤普森(Pat Thompson)先生创立于密歇根州,是当地第一家金属精密深拉伸公司。他大学毕业后的 1962 年到 1968 是给芝加哥一家小型金属拉深工作,后来因为老板将公司卖给了最大的客户,他选择了离开。因为无法找 到同样薪资的工作,他就卖了芝加哥的房子,购进两台压力机,开始了一周工作6~7天,每天10~12h的艰难创业历程。原来公司的产品备受欢迎,然而新起步的创迈只有几个人,基础薄弱,并没有马上得到客户认可。
整整18个月,家庭没有从工厂获得任何收入,帕特一人身兼多职,平时出差拉客户,周末回来参与生产,没有生产任务就去餐厅打零工养家。第一年没日没夜工作,最后结算,只盈利了699美元。直到六年后他的收入达到创业前的水平,才开始休第一个年假。十年后,公司财务才良性运转,其间有两次走向破产边缘。
第一个转机发生在1970年,当时创迈投产了一台新US BAIRD多工位压力机。美国国防部找上门,半请求、半强制地让创迈为霍尼韦尔生产一个拉伸件,是用在榴弹发射器上的部件,因为当时四家零部件供应商里,只有创迈生产的这个件热处理后不变形,秘诀是用油淬火。越战中的美军士兵在丛林中可以用这个武器来突破伏击。在一年多的时间里,拥有20名员工的创迈全力以赴只生产这一个零件,生产了几百万个,大大降低了美军的伤亡率。
1977 年,实施了员工利润分享计划的创迈公司走向快速发展阶段,将总部迁徙到现在位于Holland 48号街的位置。
到 1989 年,帕特汤普森先生成为著名的美国精密金属成形协会(Precision Metalforming Association,简称PMA)的会长,带领协会筹备几年后在底特律举办的首届汽 车零部件供应商大会。

1992 年在美国西南的亚利桑那州开办的 4600 平米的分厂,添置了 12 台先进的压力机,可以设计、制作和加工模具, 供应美国西部和墨西哥北部市场。
1998 年 Holland 的工厂扩张到了 22110 平米,添置了 多工位压力机和级进模,能够为客户提供增值服务和价值工 程解决方案。
2002年PJ Thompson先生从父亲手中接过接力棒,成为新的CEO,并于2006年决策在中国创立了创迈精密金 属成型 ( 苏州 ) 有限公司,就近服务在亚洲的客户。2012年PJ Thompson也荣幸当选PMA的会长,任内倡导环保和创新理念。
2015年,因为中国公司的发展超乎预期,扩大投资,使产能足以覆盖整个亚洲市场。
2016年的在墨西哥蒙特雷开辟新工厂,供应整个南美市场。
我是2008年加入创迈,并从2011年担任总经理至今,在冲压行业算是非常稳定的。为什么要讲这段历史,是因为这里也蕴含了深拉伸的一个特点,因为技术复杂,专用设备投资大,对模具设计和加工能力要求高,即使有钱把这些硬 件都搞定了,也很难稳定生产出各种深拉伸件,更别说赢得 客户的信任有多难。
因为深拉伸对人的经验以及对机械自动化的依赖高于别的行业,用同样的自动化生产线,美国总部的生产效率就比 我们中国和墨西哥的工厂要高很多,因为那里有一批全世界经验最丰富的老员工,技术沉淀太雄厚了。所以,创始人用了六年才建立起软硬件条件,培养起富有经验的团队,逐渐走上正轨,他也在业内首创员工利润分享计划,也是为了把 有宝贵经验的员工留在公司里。而拉伸客户一旦认可你,也 绝对不会轻易更换供应商,业内的产能是有限的。创迈成立50年,只开辟了三家分厂,也是因为创办一家深拉伸企业是一个系统工程,技术含量远超其他工艺。这也是两任董事长 都能在 800 多家会员企业的PMA当选轮值会长这一殊荣的原因。

MFC:创业的经历很坎坷,请你继续介绍创迈的其他情况。
马锐:创迈的定位很清楚,就是专业生产金属精密拉伸件的公司,可以拉伸0.127~4.5mm厚,最深200mm的金属零件,服务行业汽车安全气囊、氧传感器、制冷压缩机、配管工程、五金锁具、电动工具、园艺设备、办公家私、灯具、家用电 器和消防设施等零部件的金属配件。
在我们的官网上有一句很霸气的话“We make the parts others find impossible”,翻译成中文:我们做别人 做不了的零件。
创迈拥有世界上一流的机加工设备,能设计和加工功能复杂的模具,使之更容易的完成产品的侧面特征,从而避免成本高昂的后续工艺。
从精密度方面来看,创迈的工艺更加有能力生产尺寸和形位公差要求较高的精密产品,能在一组模具内完成各种复合加工,减少后续的二次加工。
除了为客户开发和生产定制拉伸产品之外,我们也有力为客户提供其他后续的增值服务,包括螺纹成型(滚压或切 削)、卷边、以及激光和电阻焊接和装配。在创迈公司,我们也通过对供应链的管理来提升产品的价值,在电镀、热处理(包括真空退火)、水及超声波清洗、振磨去毛边、镀铜、表面钝化和机械加工等方面为客户提供服务。我们创迈有一个观点就是:糟糕的设计是昂贵的设计。
创迈不是简单的来料加工工厂,在精密拉伸领域,我们是能制定标准的企业。创迈在客户的概念产品设计阶段就介入,按照严格的10个步骤,和客户沟通,做出3D 电脑设计图,做可行性分析,确定模具和材料,有限元分析时客户测试原型设计,快速立体光刻塑料原型件,制作模具原型、模具工程师试拉伸、在客户现场实测、实际投入应用量产。
这一切都是基于经验丰富的员工队伍、先进的现代化IT开发技术和强大的模具设计及加工能力。

MFC:通过之前的会议,我们了解到深拉伸的设 备和模具都和传统冲压有很大不同,能不能给我们介绍一下创迈这方面的情况?
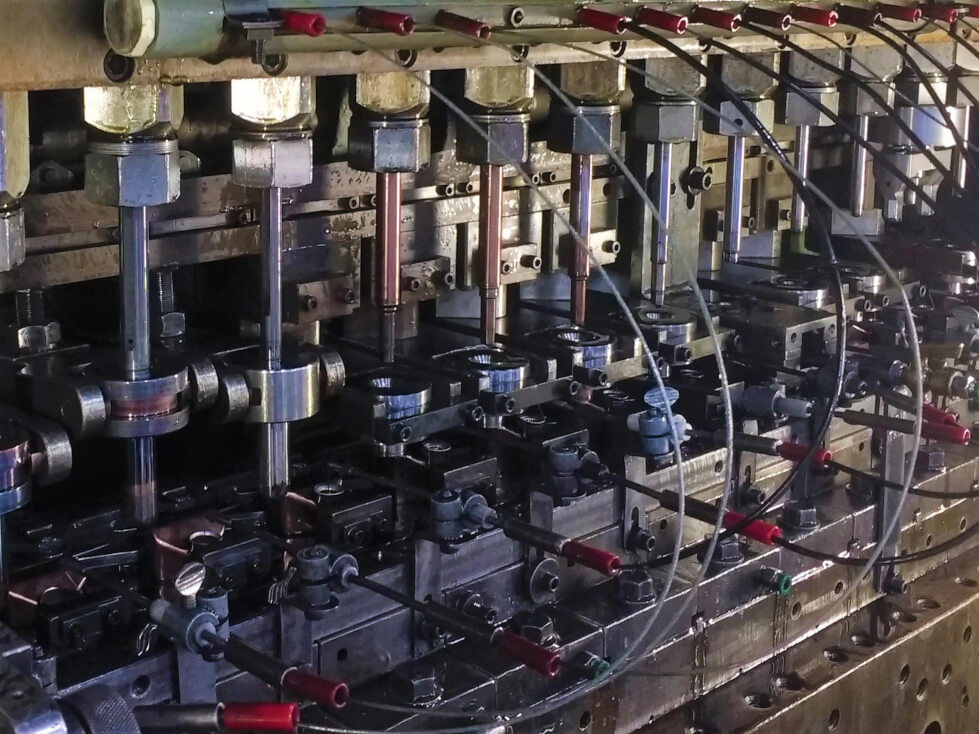
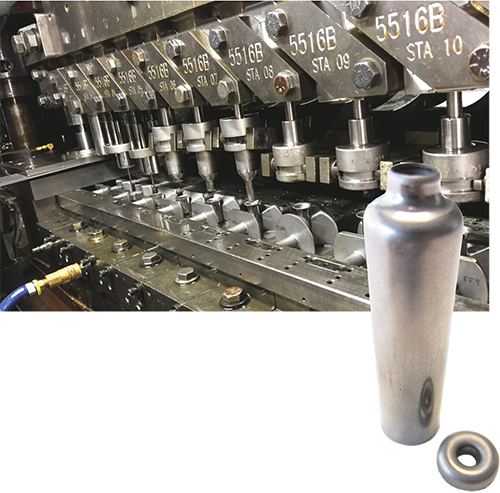
马锐:创迈拥有 140 余台压力机,其中有 120 台从5~600t的多工位压力机,以及少量的 45 ~ 500 吨的级进模压力机, 能够满足不同材料和零部件尺寸的加工需求,并且实现个性 化定制拉伸。其中,中国拥有 34 台压力机。 深拉伸多工位压力机一般冲压杯状的零件,高径比一般 是 1:1 或者更大。材料从卷料出来,在落料压力机下料,然后被送进下一个工位预冲一个杯状零件,这时坯料的直径 一般会减少40%,机械手继续传输零件到后续工位,以 20%的缩减速度递减,直到最终的形状。最后,这个零件要送到 一个额外的工位,去确定直径、长度、步骤、特征和样式, 具体包括 : 卷边、抛光、倒角、压花、压印、局部挤压、底部 冲裁、侧面冲切、翻孔、凸包成型、熨薄、倒角、凸缘成型、 凸缘冲裁、鼓圈成型、反向拉伸和压筋成型等等。
下面我讲讲精密拉伸的多工位压力机和级进模压力机的区别
级进模压力机和多工位压力机最显著的区别是落料方式 的不同,级进模是带料进料,冲下的是零部件,多工位冲下 的是废料,留下的是零件。级进模主要用来冲压高径比低而 且不需要侧部特征的零件。一般而言,级进模能很好的做弯曲、 冲裁和穿孔。
而多工位是冲压下好料的坯料片,允许材料在冲头和凹 模之间流动,所以有更大的高径比。多工位压力机的生产柔 性更强,冲出的零件能有更多的特征,通常也比级进模节省 材料,因为后者需要连接的废料带动零部件移动。
值得提到的是创迈独创的内置机械手传送拉伸技术,比传统的连续拉伸技术要先进、灵活,而且成本经济,能制造 出高径比更大的拉伸件。
多工位压力机的知名制造商有会田、金丰、小松、Manzoni Minster、Osawa、Platarg、协易、US Baird等等。
级进模压力机在45~500t之间,知名制造商有会田 , Blow、博瑞达、金丰、Danley、小松、明斯特、舒勒、协易,Stamtec, Sutherland and Verson 等。 拉伸用的压力机分为两种:一种专用的独立凸轮轴压力机,类似于发动机的工作原理,一根凸轮轴驱动一组活塞运动,每一个冲头就像这个活塞被凸轮驱动,既独立于其它冲头, 彼此又保持一定角度同步运动,完成不同工位的拉伸;另外一种就是床身固定、装模高度可调的压力机,要求工作台绝对平整,因为所有的冲模高低不平地固定在上模架的,以同样地节拍上下运动,对所有拉伸工位进行。创迈对压力机有 深刻的理解,知道什么压力机适合什么样的加工。
MFC:请问适合精密拉伸的材料有哪些呢?
马锐:适合深拉伸的材料有:
低碳钢
通常被认为是深冲压件的首选金属 , 成形性好,有良好 的强度和重量比,加工硬化,成形后有更好的结构特性,价 格实惠,创迈每年生产数千万个碳钢零件。
不锈钢
与其他金属冲压工艺大不相同,不锈钢的冲压难度很大。 当零件要求高耐磨性、耐热和耐腐蚀的时候,就需要选用不 锈钢,它非常坚固,具有高强度重量比、大多数不锈钢牌号 都是非磁性的,也可以带磁,可热处理,无需电镀。
铝
铝拉伸件通常用来做电力存储、饮料罐、电池、散热器 等零件。创迈拥有数十年的铝拉伸经验,每年生产几十万件。 铝的比重比低碳钢轻三分之一,有优异的强度重量比,非磁性, 不生锈,耐腐蚀,可热处理,可做阳极氧化处理,形成装饰 性表面光洁,进一步耐腐蚀。
铜
铜的拉伸也很难,但是铜拉伸件在温度传感、电子 / 电气、 管道、热和装饰行业有独特优势。创迈每年生产数百万件, 是全球铜深拉伸压件的首选供应商。 铜自然耐腐蚀,非常适 合钎焊,可抛光用于装饰目的。
黄铜
黄铜是普通的铜和锌合金,适用于广泛的应用领域。 创迈使用黄铜制造高精度、一致性强的管道、暖通空调和电气 应用等部件。黄铜摩擦系数低,适合做齿轮、阀门、轴承; 天然杀菌和抗菌,适用于医疗行业;明亮的金色外观适合装饰; 有优异的声学特性。
钛
钛富有光泽,以低密度、高强度和高耐腐蚀性而著称。 钛及其合金被用来做建材、航天器,商业和工业工具,以及 定制应用。钛及合金有任何金属相比的最高强度重量比 ,与 钢一样坚固,但轻 45%,有低导电性和导热性、高天然耐腐 蚀性;适用于医疗行业的生物相容性和低过敏性;与铸造或 方坯加工零件相比,钛拉伸是一种极具成本效益的解决方案 。
Haynes230®
Haynes230® 是一种镍铬合金,添加了钨和钼,是不锈 钢和其他镍基合金的更强有力的替代品,即使在高达 1150℃ 的温度下也具有出色的抗氧化性。 作为开发深拉伸 Haynes 230 零部件的领先供应商,创迈理论和实际经验丰富,可提 供高精度定制产品。 Haynes 230 拉伸件有优异的强度、高 抗疲劳性、低热膨胀特性;和类似合金相比,具有极强的抗氮化和渗碳性能 。
青铜
青铜深拉伸件以其经济型替代了铸造或机加工的青铜件。 创迈能生产各种等级和类型的青铜深拉零件和部件,生产符 合客户独特要求的精密拉伸零件。青铜有比钢更高的抗疲劳 和耐腐蚀性(特别是盐水腐蚀);有优异的导热性和导电性; 潜在爆炸性环境不产生火花;低摩擦系数使其成为轴承、齿 轮和其他汽车传动部件的理想选择,还有出色的耐用性。

MFC:深拉伸的优点有点哪些?
马锐:和传统的冲压、机加工、铸造和注塑件相比,深拉伸 件的优势非常多。创迈可以对现有的零部件进行逆向工程优 化,把原有的需要多个零件集成的部件简化成单个拉伸件, 从而削减成本、减少浪费、降低装备成本和时间,优化最终 零部件的结构来增加强度。
通过这样,我们经常替换原来的金属和塑料的加工工艺, 精简零部件数量,提供超乎客户预期精度、成本和耐用寿命 的拉伸零部件。当然,现在很多客户并不知道拉伸工艺能做这么复杂的加工,从而在大批量生产的时候大大降低成本,增加零件的安全性。
MFC: 创迈的客户是哪些行业?有哪些机遇和挑战?
马锐:创迈主要服务的行业有:
汽车行业
用来生产安全气囊、制动器、冷却系统、排放 / 污染控制、 燃油输送、照明 、电机、传感器、电源插座、变速箱和底盘 里的大量拉伸冲压件;
锁具和建筑五金行业 包括各种壳体、铭牌、轴、防护罩、项圈、栓柱、套等; 管道行业 铜配件、连接器和夹具、套管、温控器、输送管等; 暖通空调 吸入和排出配件、外壳、盖子、固定器和杯体、压力装
置部件、传感器和恒温器、输送管(用于液压,气体,流体等)、 套圈、变速器、螺线管和执行器、轴承、垫圈等。
园艺机械的金属壳体等。

目前创迈苏州公司能加工 200 多个零部件,其中 70% 的业务来自汽车行业的定制业务,并没有做电池壳,因为这 个行业竞争已经非常激烈。
精密深拉伸的机遇和挑战
我一直认为,金属深拉伸严格意义上和冲压区别很大, 叫金属成形更恰当,它融合了很多种加工手段,复杂程度高 很多,不是像很多国内同行理解的那样,有干冲压的经验, 我就能升级干精密深拉伸;也不是说深拉伸的企业换行干冲 压就是降维打击,两者从设备、模具到工艺都是有很大区别的。 国内提到拉伸件,一般想到的是用传统的液压机或者机械多 工位、级进模在固定床身上拉伸,这和我们创迈的高速精密拉伸所用的专用凸轮式的压力机是不同的。当然国内现在也有这种仿制的专机研制出来。 随着一些德意、美系和日系的拉伸企业进入中国,培养了一些技术人员和工人,本土的民营企业和汽车主机厂及供 应商也有优秀的拉伸企业和车间产生,和国外的差距是缩小的。

就我理解,中国的精密金属拉伸水平,和国外相差 15 年 左右的水平,不是差在某一个环节,比如设备、模具加工能力、 软件都能用钱买来,但是用时间堆积的人员经验和技术沉淀 是没有办法短时间超越的,这是一个从量变到质变的过程, 必须经历千百次失败,才能知道怎么去做。即使美国的同事, 在面对新的材料和工艺的时候,也会面临大概率的失败尝试。
MFC:目前国际上有哪些拉伸做得好的国家?国 内外客户有什么差别?
马锐:这个我在 MFC 的技术论坛上介绍过了,主要是德国、 美国、日本、意大利等,这些国家同时也是机床的制造强国。 一些德国同行也参会了,就在我们苏州就有好多外资的拉伸 企业。这些企业多半是家族企业,就像我们公司一样,几代 人专注在这个领域,所有的职位的人员流动都很低,对设备、 材料、工艺、模具制造、模拟、后续加工都有深厚的技术积累, 有稳定的客户,深度参与客户的设计。
深拉伸件定制的产品多,在国外,拉伸企业和客户长期磨合,能把产品做到极致,接近完美。这在国内还做不到,因为客户需要我们这些二三级供应商持续降价,同时也在不 同的供应商之间调整份额,保持我们之间的竞争压力。

就客户的要求而言,中国的客户可能要求得更高,其实 这些客户也多是外资或合资企业,同样的图纸,同样的零件 在国外的同一家客户的要求就没有这么高。怎么回事呢?其 实是这些客户的中方设计和采购人员比较年轻,并不清楚设 计的根本原理,对非功能特征过度关注,比如对外观存在的 极少数比例的色差、毛刺、黑 / 斑点、非关键部位的公差、R 角、 断裂带等一些非关键的瑕疵不能容忍。其实这些瑕疵是加工 绝对不可避免的,但根本不影响核心功能。如果一定要完美的产品,那么我们只能雇人全检,把这些所谓的次品挑出来, 为了完美的R角,模具损耗大大增加,同时为了面面俱到, 我们生产商有时候会分散对核心功能的关注,而仅仅给予了 一般性的重视。这些都会增加成本,分散精力,给拉深企业 造成困扰。
这些需要我们整个拉伸行业的同行一起来和客户一起成长。
MFC:我们发现关于中文深拉伸的技术资料非常少,很想为业内做一些普及工作。请问有什么推荐吗?
马锐:精密深拉伸是一个相对专业性很强的行业,创迈的历 史几乎就是美国精密拉伸发展史的重要部分了。不光是中文, 就是英文世界,资料也是很少的。理论可能好理解,但是实 际的加工情况复杂多变,这些技术难点都在企业的数据库、 资料库和人员的大脑里。后续我们和 MFC 可以联手做一些行 业普及工作,利用好 MFC 的深拉伸论坛,把国外的技术资料 介绍给业内,通过深拉伸联盟也把业内的同行聚集起来,愿 意分享的来分享,尽快提高精密深拉伸在各行各业的应用, 提高我们冲压行业的技术含量和附加值。

MFC:最后一个问题,创迈在中国的发展规划?
马锐:我们一直在追求改变,变得越来越好。我们创迈的定位不会变,继续专注于金属精密深拉伸,经营目标依然是做 全球精密金属深拉伸行业的领导者,一直引领技术的发展。创迈苏州工厂面积有15000平米,自动化水平很高,市场定 位立足中国,辐射亚洲。
我们一直在培养本土的深拉伸专业人才,2019年公司3月128名员工,以技术人员为主,员工年纪在30~35岁之间居多,从事十年以上的老员工已经占到一半以上。很多人 和我一样,把户口也迁移过来扎根苏州。大部分人正是年富 力强,又富有经验的黄金年月,人均创收水平是普通冲压四 倍以上达到30万的人均产值。创迈不敢说提供了业内最好的 待遇,但绝对是有吸引力的待遇,因为我们视人才为企业最重要的资产。
从2009年开始,创迈苏州已经可以由本土的技术人员开发生产的大部分零部件,不再依赖本部的技术输出。我们 也在做信息化和数字化的改造工作,已经开始无纸化工作了。现在我在任何地方,都能实时看到工厂的情况。
再次感谢 MFC的采访,希望我能起到抛砖引玉的作用, 让更多拉伸行业的同仁发声,共同振兴和繁荣中国的精密深 拉伸行业,真正提升中国制造的技术含量。

相关阅读: MFC平台首发原创 知识类文章
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 日本制造企业的正在进行哪些智能化升级?2019-07-04
- 浅谈铝合金板冲压工艺技术2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1热冲压用钢22MnB5 回火组织与性能分析(36)
- 2扬力集团:中国锻压机床行业的头部企业 (40)
- 3多工位伺服压力机常见故障处理(41)
- 4普玛宝——产品线最全的钣金巨头(42)
- 5钣金折弯圆弧展开精准计算!(47)
- 6【MFC推荐】携'君'之手 '墨'忧前路|德哈哈压缩机乔迁庆典圆满完成(70)
- 7【MFC论坛】2023(华南)新能源、储能钣金技术发展论坛在广东·东莞举办(77)
- 8【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(124)
- 9【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(133)
- 10MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(180)


