浅谈铝合金板冲压工艺技术
文 | 杨宾·MFC 专栏作者
铝合金板冲压件的工艺难点及常见缺陷
铝合金板冲压件的产品设计准则
铝合金板冲压工艺设计指南
冲压模具设计关键事项
铝合金板成形仿真技术应用及缺陷解决方案
铝合金板冲压件回弹补偿技术应用及控制策略
汽车冲压件智能设计制造开发软件的平台构思

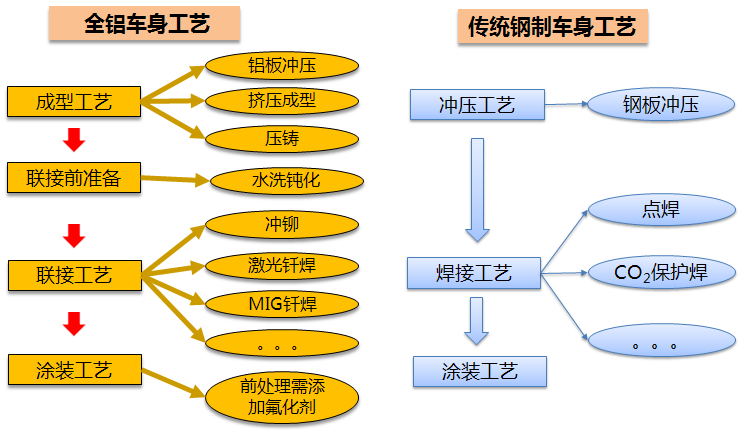
引言
不同于传统方式,全铝车身制造工 艺有其特殊性、复杂性和多样性。
一、铝合金板冲压件的工艺难点 及常见缺陷
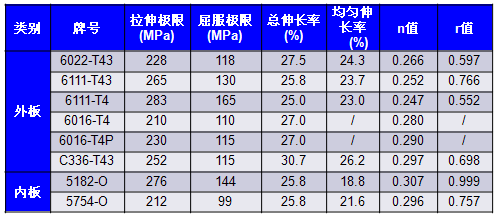
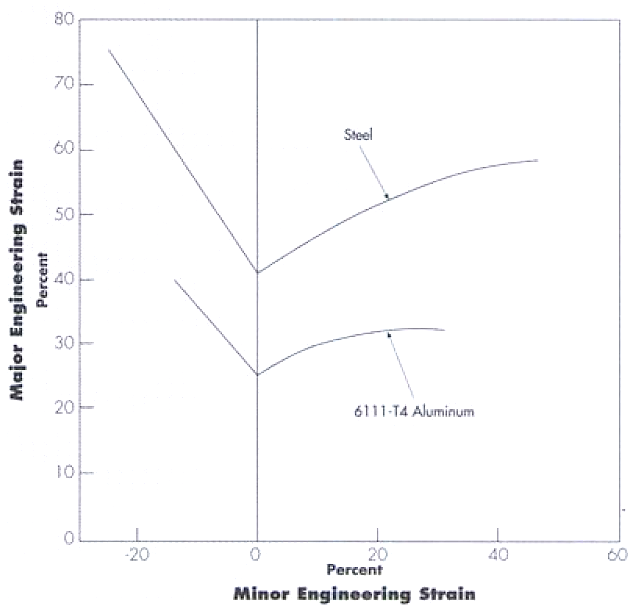
1.成形性差
2.起皱倾向严重
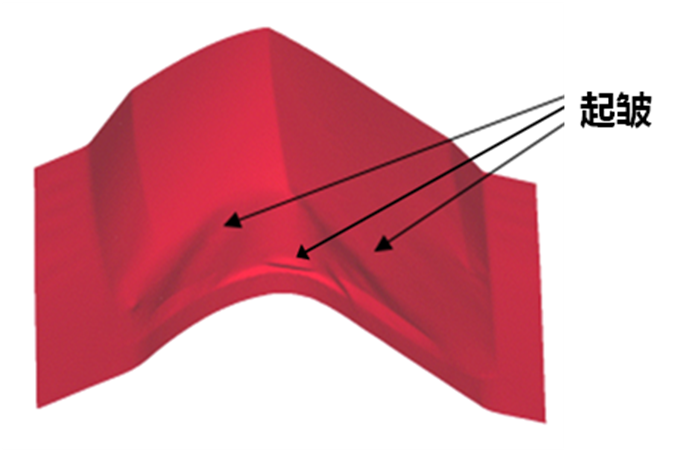
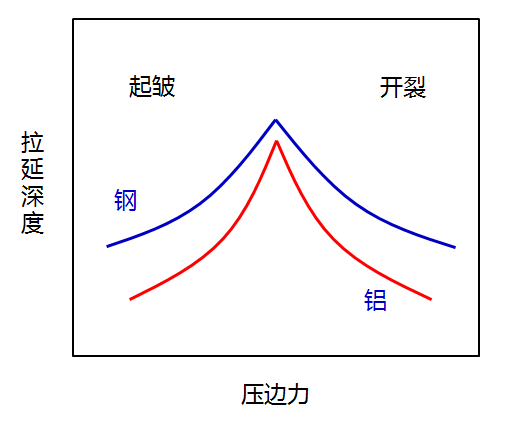
与钢板相比,铝合金板的起皱与开 裂之间的窗口较窄,起皱倾向严重。
3.回弹量大,零件精度控制困难

铝合金板的弹性模量仅为钢板的三 分之一,零件更易回弹。
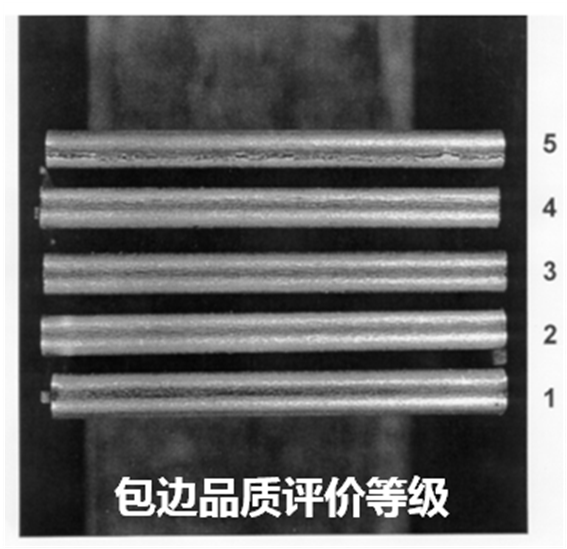
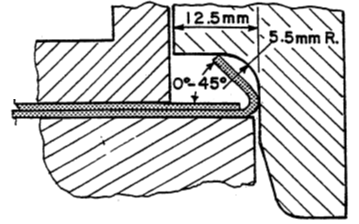
4.包边性差,易开裂和产生“桔皮”缺陷
5.板材表面氧化层粘性强,影响 模具使用寿命

铝合金板表面氧化层在板料拉延过 程中与模具表面摩擦较大,易剥落并粘 在模具表面造成模具损伤。
6.修边后毛刺较大并碎屑堆积严重,零件面品受到影响且模具维护成本增加
毛刺:
修边残屑:

二、铝合金板冲压件的产品设计 准则
1.铝合金板的零件的形状不宜太 复杂,深度不宜太深,形状、深度的过 渡尽可能平缓。
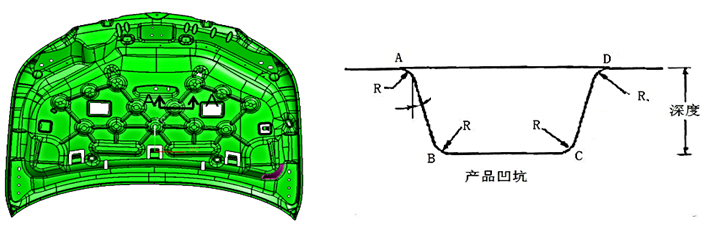
产品半径; 产品侧
壁拔模角 ;
沿凹坑截面的最大线长变化。
2.通过增加内外板的支撑点,增强铝合金外板的抗弯曲能力。
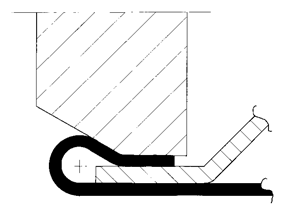
3.翻边设计 铝合金板四门两盖的总成工艺通常采用滚轮包边。
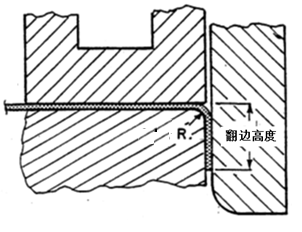
外板翻边高度要求; 翻边高度的公差要求。
三、铝合金板冲压工艺设计指南
1、冲压成形方法种类
⑴传统冲压
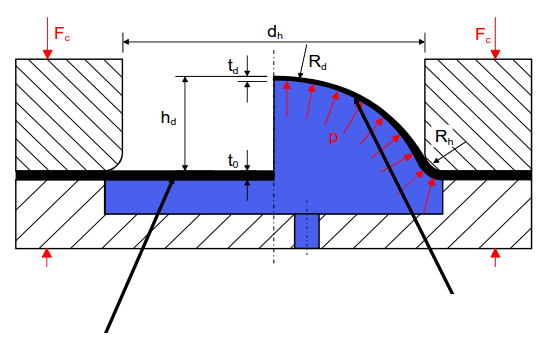
⑵液压成形
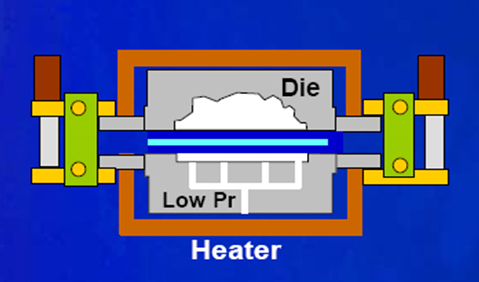
⑶温热成形
2.传统冲压的工艺设计 冲压工艺设计是连结产品结构设计
和模具设计制造的纽带。精益制造的实现来源于精益的工艺设计。
工艺方案的选择 冲压方向的确定; 压边圈的设计和优化; 模口线的设定; 工艺补充的细化; 拉延筋的设计。 工艺设计需严格遵循以下原则,力求工艺设计的最优化: 以保证冲压件质量为前提条件的工序最少化;
模具简单化、生产成本最少化; 材料成本最小化(如考虑板料的合理排样、拉延工艺补充最小化); 满足冲压生产设备; 充分利用冲压成形仿真技术,科学优化零件结构。

压边圈设计 工艺型面设计的首要任务是确保压边圈型面的设计质量。不当的压边圈型 面设计会造成压边圈合模时板料起皱, 直接影响冲压件品质。
⑴压边圈型面要求表面光顺,采用可延展的型面形状,如单曲面或锥形面 避免采用双曲面和球面,否则板料 会在压边圈闭合时由于积料而影响表面质量
⑵压边圈型面尽量随零件形状以保 证各处的拉深高度一致
⑶采用“蝴蝶翅”压边圈设计理念
⑷对于铝合金冲压零件,应当避免 将产品部分设计在压边圈型面上
工艺补充面
⑴铝比钢更容易材料硬化,建议产 品形状一次成型到位,不要采用整形
⑵最小凸 / 凹模圆角半径
⑶拔模角度
⑷修边线
⑸采用吸料筋和凸筋消除 / 减小起 皱缺陷
⑹借助凸筋形状对开裂风险区的材 料进行局部保护,消除开裂风险
拉延筋设计
⑴拉延筋的走向
⑵拉延筋的形状尺寸
⑶拉延筋 CAD 型面的自动生成
四、冲压模具设计关键事项
1.拉延模 实验证明,表面镀铬处理方法相比其它方法更能有助于减小铝合金板表面 擦伤和降低因表面氧化层剥落而造成的 模具磨损。
由于铝合金板回弹量大于钢板,模 具结构设计时应预留足够的型面补偿再加工余量。根据实践经验,铝合金板零 件需要的补偿再加工次数往往会比钢板 多一次。
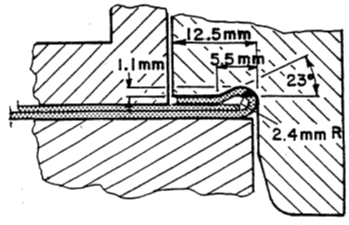
2.修边模
如何减少铝合金板修边的残屑和毛刺是铝合金板推广应用的首要研究课题。
铝合金板修边残屑和毛刺来源于刃 口初始切入以及与板材断面之间的摩擦,其严重程度取决于修边角度和刃口 间隙。修边速度对其影响程度不大。
修边角度、刃口间隙和刃口半径 冲孔刃口间隙刃口吃入量 增大压料力有助于减少残屑量、提升面品质量废料刀表面处理 。
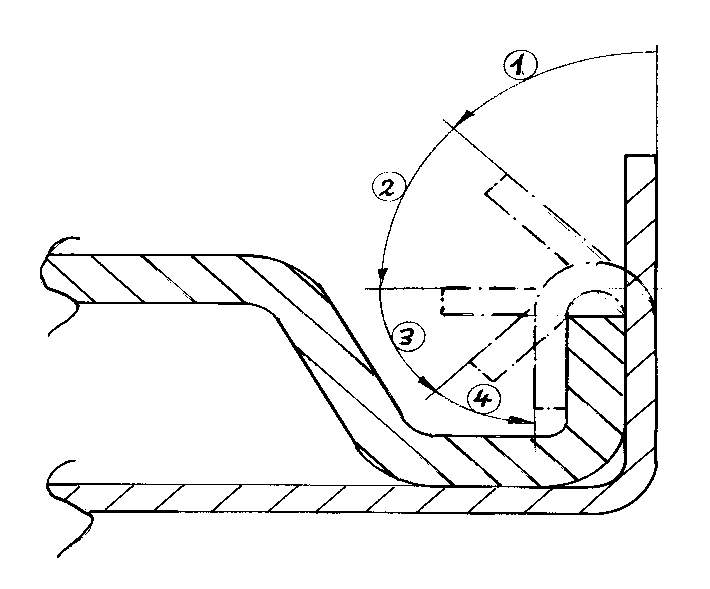
3.翻边模 翻边刀块间隙 翻边刀块吃入量翻边上模圆角翻边下模圆角表面处理
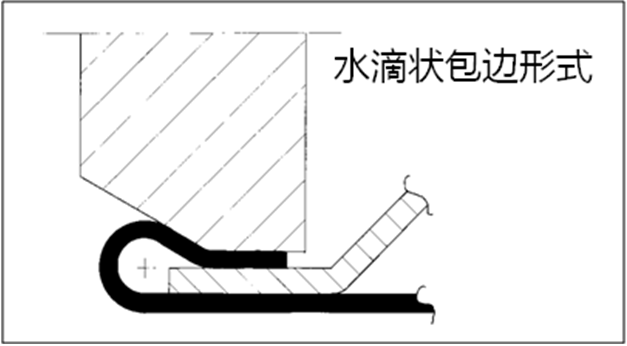
4.包边
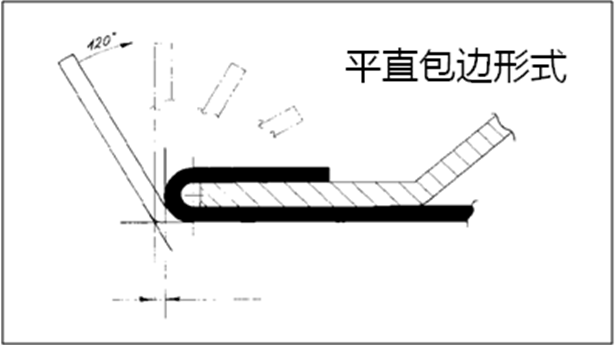
⑴采用包边模包边
预包边 + 终包边
⑵采用滚轮包边
优点 :
包边角度灵活,可完成常规包边模 包边工艺无法完成的包边角度;
适用于铝合金板的包边。常规包边 模包边工艺通常会导致铝合金板的包边 开裂;
滚轮包边工艺造成的包边回弹量较小。

难点 :
包边路径的优化设计; 包边调试需要计算机预编程以及现
场程序调整,对工作人员的技术要求较高。
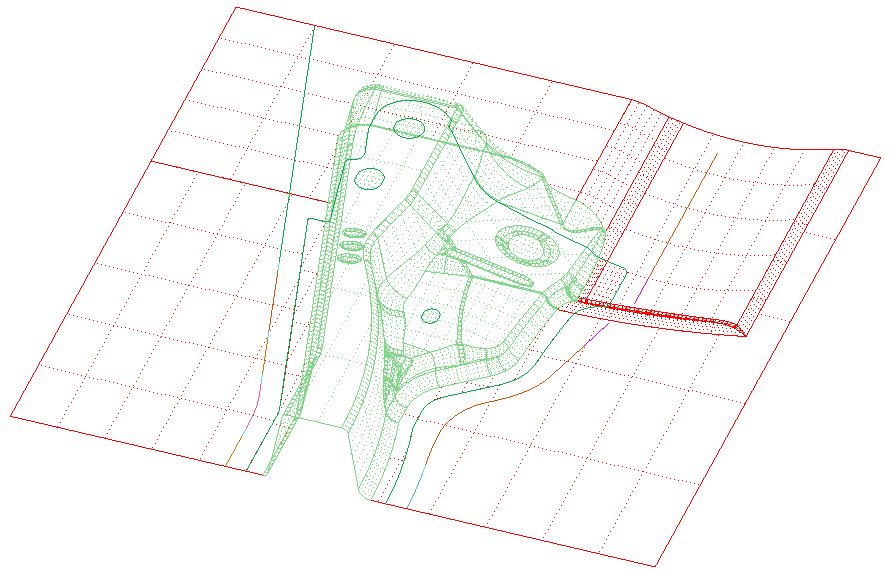
五、铝合金板成形仿真技术应用 及缺陷解决方案
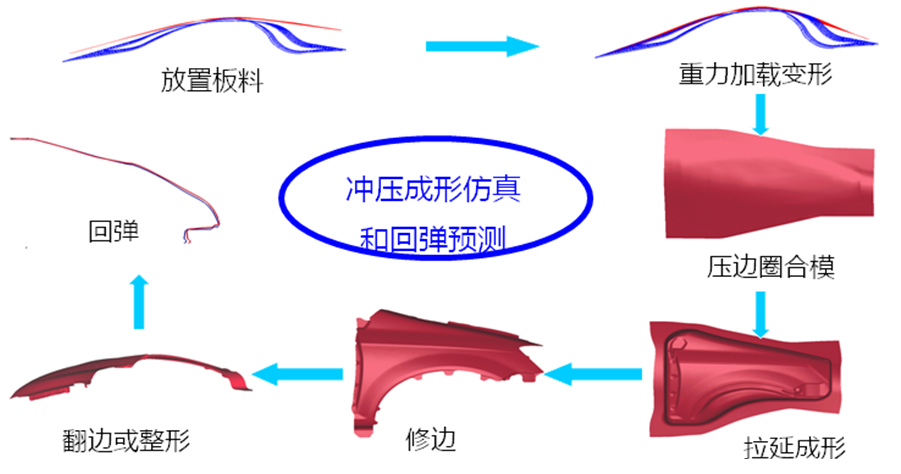
当前以计算机仿真为基础的板料成 形技术在冲压领域迅速发展,开始从经 验走向科学化和实用化。
冲压成形仿真 除保证材料性能参数的输入精度,冲压仿真的其它参数也需要在准确性和 正确性上深入研究。
主要包括: 仿真软件的选用;
工艺型面和板料的有限单元网格划分;
有限单元(膜单元和壳单元等)的 类型选取和积分点的确定;
单元网格自适应性划分的参数设置;
模具型面在冲压过程中的运动关系和参数设定;
压边力和成形吨位的预测方法; 板料形状尺寸的优化方法。 铝合金板与模具型面的摩擦系数在 冲压成形仿真中通常定义为 0.2,而钢 板则取值 0.125~0.15。
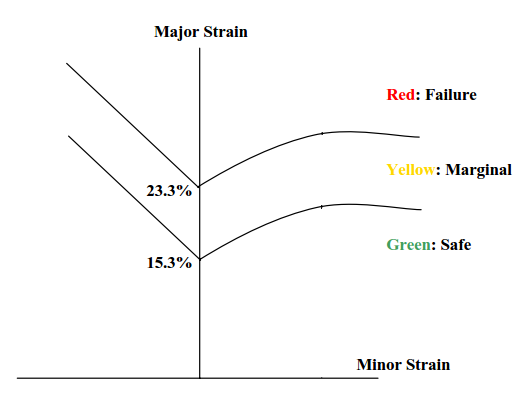

用于仿真的材料参数模型; 开裂缺陷评价;
起皱 / 叠料缺陷评价; 冲击线 / 滑移线缺陷评价; 外表光顺性评价。 回弹预测模面补偿技术是控制板材冲压回弹 的核心技术。基于计算机仿真的模面补 偿技术依赖于回弹预测精度。
回弹预测的精度主要取决于用户对 软件的应用程度、精确的材料仿真模型、 合理的有限元单元选择和精确的接触算 法。事实证明,对这些因素的综合考虑 能够使得回弹预测与实测结果比较吻合。
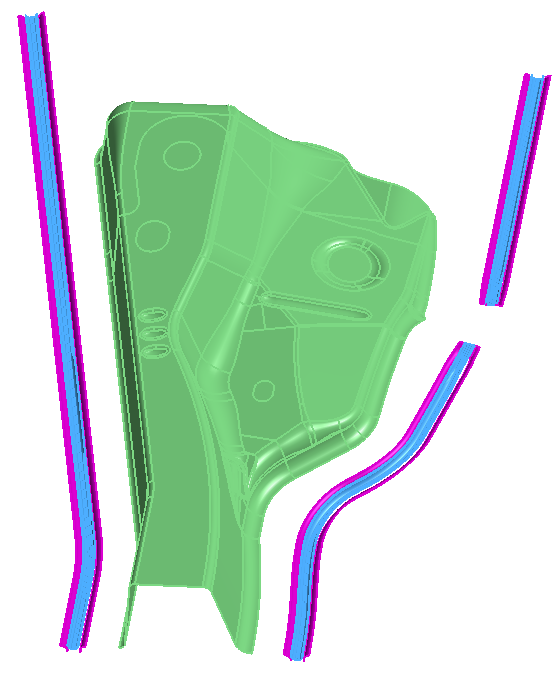
六、铝合金板冲压件回弹补偿技 术应用及控制策略
预留足够的型面补偿再加工余量; 型面补偿尽量不要调整模口线位置; 工序间工艺型面的差异变化。
七、汽车冲压件智能设计制造开 发软件的平台构思
现实需求 汽车冲压行业存在的诸多问题产品设计?
工艺设计?
生产制造?
⑴设计缺少工艺和制造经验,难以 兼顾产品结构的制造工艺性;
⑵产品工艺审查工作的实际效果难 以保证;
⑶工艺设计与产品设计数模难以同 时冻结;
⑷冲压工艺设计难以做到最优;
⑸模具调试周期难以控制,对钳工 依赖性强;
⑹国内冲压行业自动化程度低;缺 少专门进行冲压生产线虚拟验证系统对 制造过程进行预测和诊断。
解决方案
目前汽车冲压件开发的国际商业软 件仅能解决整个产品开发链中的局部环 节问题,且功能相对独立,均无法为冲 压件设计开发提供整体解决方案。
需要集各软件功能优势于一体,采 用“一站式”创新算法,通过贯穿整个 设计开发链的软件解决方案创建我国独 立自主的“汽车冲压件智能设计开发平 台”,实现“国际领先,国内首创”。

相关阅读: 知识类文章 消息类文章 MFC平台首发原创
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 日本制造企业的正在进行哪些智能化升级?2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1精密造就卓越,矫平只选阿库!(39)
- 2MFC钣金篇—【科普】工具柜钣金加工型钢弯曲切口料长及切口形状(39)
- 3【MFC推荐】超全!全球储能行业发展近况梳理(41)
- 4技术领跑 高端机床触摸行业“天花板’-扬州日报(43)
- 5【MFC推荐】钣金折弯最小折边汇总(43)
- 6MFC2023中国钣金数字化转型暨行业年会在芜湖成功举办(46)
- 7汽车零部件企业项目管理知识浅析(53)
- 8【MFC推荐】行则将至,未来可期:中科智能工厂萨瓦尼尼钣金柔性生产线一期项目正式启动!(59)
- 9海天光机发布LT系列五轴激光纹理机床:国产高端激光加工设备取得新突破(70)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(72)


