关于模具制造TB管理
文| 杨斌
TB 解析技术是汽车模具制造的核心技术,通过应用 TB解析技术来提高模具在整改过程中的品质控制能力、修正对策能力,缩短制造周期。下面详细介绍关于TB管理。
模具制作的流程
前提
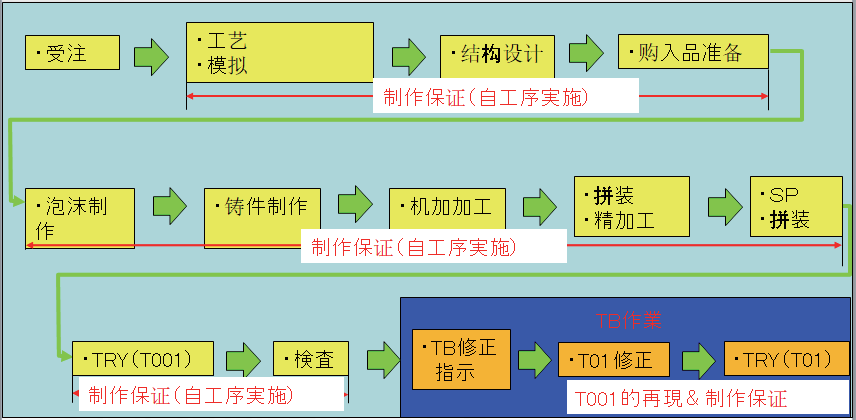
在 T001、所有的工序都必须要保证制作品质。
在 TB 作业方面、必须要保证 T001 制作的再现和 T01修正作业的品质。
T001和TB指示的 POINT
※ 在T001作业方面重要的 POINT
不能放过每个工序的不良
把握每个工序的零件品质状况(表面、寸法)
(千分表、A-TOS的活用等)
把握零件品质不良的原因
(工序不良解析 TRY 实施)
关于检查
(实施表面、寸法的工序解析检查)

※ 在 T001 零件评价方面重要的 POINT
明确评价零件品质 V1~V3
评价希望像 T001 一样严格。
检测完后,召集相关人员,共享品质状况
TB技術
零件品质评价分为 A·B·C 级别
·A 级别:需要变更部品形状
·A·B·C 级别说明参考后面资料

※TB 指示中重要的 POINT
明确合格率·H/W 目標=融入修正项目
明确不良原因=提升对策的命中率
根据重大不良(A 级别+ V1 不能板金)进行修正指示=
尽早提升模具品质
预计修正时间=明确修正周期,提升日程遵守率
扩大 TB 技术指示范围=将技术融入修正内容和尽早提升品质
B 技术指示范围(尺寸+表面+型机能修正指示)的扩大
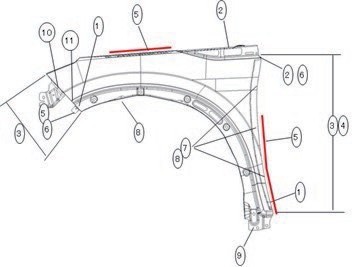
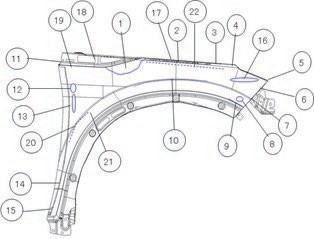
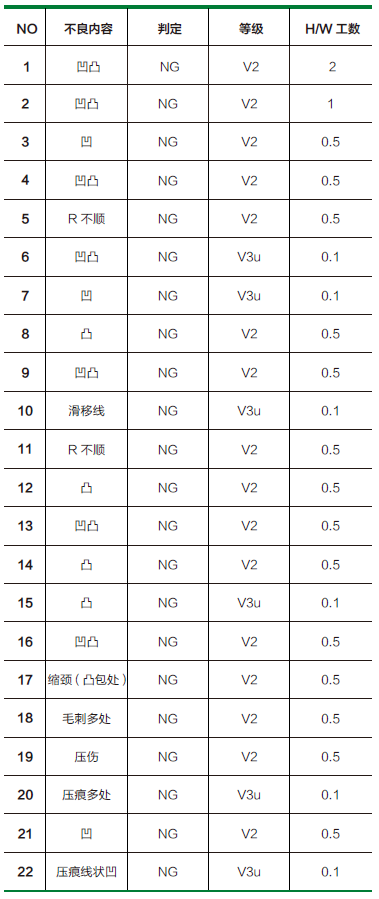
不良等级
符合零件品质对策的等级划分。( 和零件品质评价不同 )

TB 指示的POINT1
明确合格率·H/W 目標
Q-UP 的活用
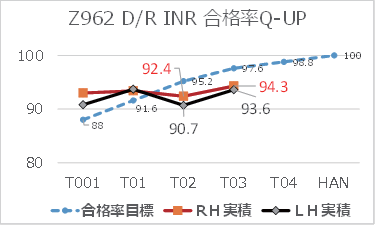
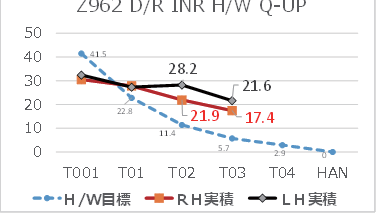
·活用Q-UP·明确目标
※ 为了提升合格率的5%,哪里的不良要修正多少都要明确
※ 为了降低H/W5分
哪里的不良要修正多少都要明确
※ 修正命中率也能管理
※ 修正着手率也能管理
TB 指示的POINT2
明确不良原因
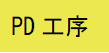
※1PD工序保险杠里面有回弹
(翘起)发生
对策
预测 PE 工序的回弹(翘起)优化进行修正指示,提升修正命中率
※ 需要追查发生的工序
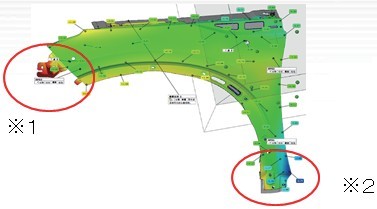
※1PE 工序保险杠里面有较大回弹,并有好转。
※2PE 工序的密封部位有扭曲
根据 A-TOS 工序解析,明确不良发生的工序,尽早发现发生的原因
TB 指示的 POINT3
零件品质无左右差(一致率的差)

合格率:86.8%
形状:83.9%
修边:82.8%
孔:92.9%
表面 H/W:10.6 分
寸法 H/W:17.4 分

R/L 的一致率是
47.2%
参考
BP6 实绩:约 70%


合格率:83.1%
形状:73.1%
修边:93.9%
孔:88.2%
表面 H/W:9.1 分
寸法 H/W:16.4 分
形状合格率的左右差(一致率的差)比较大。
83.9%/73.1% =有10.8%的差。
※因此、不能采用一样的修正作业。
、形状的左右差理想是3% 以内、5%以上的话就要采取行动了 ( 进行原因解析找到真正的原因)。
※无左右差的模具制作(提升自工程保証)
TB指示的 POINT4
修正的优先顺序
重度不良(A级别)+板金无法修复
↓
重度不良(B 级别)+板金工时花费很多的不良
↓
重度不良(C 级别) + V3 ~ V3U 级别
※ 模具机能不良也要根据重度不良情况进行对应
·理解重度不良(A·B·C)级别,进行修正指示。
·板金无法修正或者是修正花费工时较大的项目也要考虑。
TB 指示的 POINT5
正确预计修正时间
使各工序按照日程完成,
要留下证据!
使修正日程精度提升···
※ 前提条件:必须要把握所有工序能力
·正确把握不良修正时间
※ 特别是围绕设备的作业时间
例:机加加工时间 12H
↓为了能在 8 小时完成···
采用技术改进来缩短、合适的作业量等,都是很重要的
TB 指示的 POINT6
TB 技术指示范围(尺寸+表面+型机能修正指示)的扩大
职责
尺寸精度提升= TB 技術

职责
表面精度提升=TRY
※ 模具机能不良=TRY
現在的职责分配
·寸法精度提升
↓
TB 技術指示
·表面精度提升
↓
TRY(現場)
※没有使用一元管理。
根据修正内容导致表面精度恶化和尺寸精度恶化等情况发生
·TB修正指示·TB 技術的一元管理很有必要
TB管理的提案
明确合格率、H/W目标=活用Q-UP管理
明确不良原因=导入A-TOS活用和工序解析
零件品质没有左右差(一致率的差)=·活用 R/L 检报和提升一致率
·管理各工序的自工程保証完成率和提升
重度不良(A 级别+ V1·无法板金)进行修正指示=T001 完成时,和相关人员针对优先顺序进行共识
正确预计修正时间=在把握工序能力基础上管理、分配符合工序能力的作业量
TB 技术管理范围的扩大=尺寸·表面共同进行修正指示
为了开展TB业务管理(为了 Q·T 达成),我提议尽快实施以上6项内容,希望能尽快导入并规定窗口负责人。
结束语
以上是 TB 管理的要点,只要掌握 TB 技术,熟练应用TB 技术,对模具质量的提升,模具周期的缩短,会用意想不到的效果。

相关阅读: MFC转载
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
- SIMM2019 金属成形区展后报道(下)2019-12-20
- SIMM2019 金属成形区展前预览2019-04-25
- 汉诺威米兰展览:促进钣金行业进步2019-12-23
- CIMES2020第十五届中国国际机床工具展览会北京5月举办2019-06-18
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】官宣!立讯精密收购2家美企在华工厂(24)
- 2MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(24)
- 3MFC2023中国钣金数字化转型暨行业年会在芜湖成功举办(24)
- 4镀铝锌板冲压过程表面发黑原因分析(25)
- 5【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(25)
- 6【MFC推荐】汽车热成形钢材料应用分析及零部件企业汇总(25)
- 7MFC《金属板材成形》杂志社十三家折弯机/多边折弯中心厂家/机器人折弯/自动化折弯/折弯自动化制造商推荐(26)
- 8普玛宝冲激光复合机(26)
- 9上汽大众MEB工厂车身焊装亮点介绍(56)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(111)


