提高电机铁芯精密高速冲压 装备精度和效率的方法探讨
文/李永坚陈孝海,宁波精达成形装备股份有限公司
伴随着工业4、0的到来和自动化、信息化的不断发展,电机的使用范围越来越广泛![]() 同时,对电机的要求也越来越高。面对石油资源的日益紧缺、二氧化碳排放量增加导致全球变暖的严峻挑战和日益激烈的汽车产业的竞争,世界各主要汽车生产国纷纷把电动汽车或混合动力新能源汽车的发展上升为国家战略,积极迎接挑战未来竞争的制高点。电动汽车或混合动力新能源汽车的原动机为高速、低耗、调速范围宽的大功率电机,同时压缩机行业由于国家规定制冷空调压缩机需达到二级能耗标准,压缩机电机的硅钢片厚度从0,5mm下降到o.35mm,并有继续减薄的趋势
同时,对电机的要求也越来越高。面对石油资源的日益紧缺、二氧化碳排放量增加导致全球变暖的严峻挑战和日益激烈的汽车产业的竞争,世界各主要汽车生产国纷纷把电动汽车或混合动力新能源汽车的发展上升为国家战略,积极迎接挑战未来竞争的制高点。电动汽车或混合动力新能源汽车的原动机为高速、低耗、调速范围宽的大功率电机,同时压缩机行业由于国家规定制冷空调压缩机需达到二级能耗标准,压缩机电机的硅钢片厚度从0,5mm下降到o.35mm,并有继续减薄的趋势
精密高速冲床的要求
马达铁芯作为电机的核心部件、其精度的好坏将直接影响到电机的质量铁芯材料越薄,模具中凹凸模之间的间隙就必须越小,相应的对压力机的精度要求也就越高。工业电机由于受到成本和冲压装备的制约,以前多采用复合模冲压硅钢片,但复合模效率低![]() 产品质量难以控制,劳动力综合成本高,安全性低,正在逐步被多列级进模所取代,同样对于压力机的精度也提出了更高的要求
产品质量难以控制,劳动力综合成本高,安全性低,正在逐步被多列级进模所取代,同样对于压力机的精度也提出了更高的要求![]()
要满足上述电机铁芯冲压的需求,对于冲压装备有以下几个方面的要求![]()
(1)压力机滑块必须更宽。新能源汽车电机铁芯外形大(定子外径达300mrn)、形状复杂、几何精度要求高,使得级进模具的步距增长、工步增加。为节约材料、提高效率,定转子模具的外形也必须更长,相应地使用这种模具的高速冲床的滑块也必须更宽![]()
(2)压力机的精密性要求更高铁芯冲压过程中需完成定、转子的叠片〈即通过模具将上一硅钢片凸出几个点,并嵌入下一片硅钢片,使之相连,达到所需数量后落下)。滑块下死点重复精度会影响硅钢片之间间隙的一致性,引起电机工作时磁通的变化。滑块运动的垂直度、刚度,热变形会影响硅钢片内外孔的同心度,增大电机噪声,影响其使用性能。这就要求高速压力机滑块具有更高的刚度、更小的工作台垂直度、更小的综合间隙和更高的滑块下死点重复精度囹
(3)压力机的能耗要低。可持续发展是人类社会的共同目标,节能减排是制造业的迫切要求,有效控制和降低能源消耗,不但满足国家节能环保的要求和目标,还能给企业带来显著的经济效益。节能降耗对于压力机的滑块运动轻量化、高速化也提出了更高的要求
总之,在保证质量的前提下,以更高的速度更高的效率,更小的能耗,更方便的可操作性,实现中央控制,是冲压行业的发展趋势,是冲压装备制造企业追求的目标。
提高精密高速压力机性能的方法
针对这种情况,需解决的问题有四个方面(1)提![]() 高压力机装备的技术水平,包括精度,可操作性等,
高压力机装备的技术水平,包括精度,可操作性等,![]() 提高模具的多列化,〈3)实现冲压过程的自动化04)实现信息化和智能化控制,最终达到无人化的水平。
提高模具的多列化,〈3)实现冲压过程的自动化04)实现信息化和智能化控制,最终达到无人化的水平。
在研究了国内外压力机发展水平的前提下,精达公司研制的GD320t宽台面、超精密新型高速压力机![]() 以满足新能源汽车行业、一体式压缩机电机等高端电机制造业对超精密高速冲压的要求,并为中小电机制造业产品升级、节能降耗提供冲压装备储备。新型高速压力机的各项技术指标达到了国际先进水平,拥有自主知识产权,掌握了新型高速压力机的核心技术,在高端电机铁芯制造企业得到实际应用
以满足新能源汽车行业、一体式压缩机电机等高端电机制造业对超精密高速冲压的要求,并为中小电机制造业产品升级、节能降耗提供冲压装备储备。新型高速压力机的各项技术指标达到了国际先进水平,拥有自主知识产权,掌握了新型高速压力机的核心技术,在高端电机铁芯制造企业得到实际应用![]()
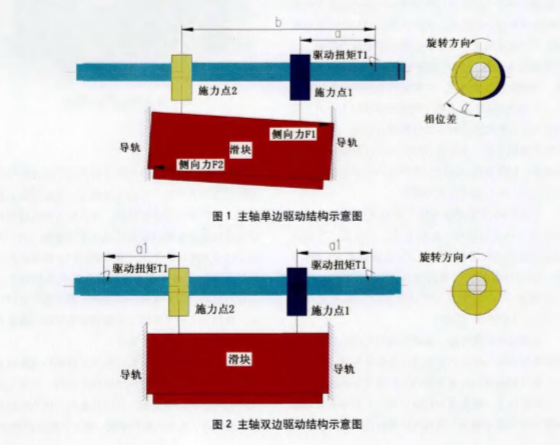
该冲床的核心技术包括双驱四点施力、四柱顶置油缸滑块封闭高度调整、超精密导向与下死点精度重复控制等。针对宽台面方面,模具长度达到了2 3m![]() 因此压力机的冲压台面有1、7m、2 0m、2、3m和2、7m 等不同规格来满足不同模具的要求。压力机的冲压速度可以达到400次/min。冲床采用双边驱动四点施力结构,即采用左右各一个电机和离合器进行驱动、滑块四点施力方式其原因在于宽台面压力机必然长径比大,若采用普通压力机的主轴单边驱动、滑块两点施力结构,就难以保证滑块下死点精度,由于主轴较长,滑块两施力点跨度相对较大,单边驱动会使两施力点存在较大的相位差,驱动扭矩不能同时传递到主轴两个施力点上,滑块会出现倾斜现象,如图1所示。而新型压力机采用主轴双边驱动形式,使得驱动扭矩可以同时传递到主轴的连杆施力点上〈图2)
因此压力机的冲压台面有1、7m、2 0m、2、3m和2、7m 等不同规格来满足不同模具的要求。压力机的冲压速度可以达到400次/min。冲床采用双边驱动四点施力结构,即采用左右各一个电机和离合器进行驱动、滑块四点施力方式其原因在于宽台面压力机必然长径比大,若采用普通压力机的主轴单边驱动、滑块两点施力结构,就难以保证滑块下死点精度,由于主轴较长,滑块两施力点跨度相对较大,单边驱动会使两施力点存在较大的相位差,驱动扭矩不能同时传递到主轴两个施力点上,滑块会出现倾斜现象,如图1所示。而新型压力机采用主轴双边驱动形式,使得驱动扭矩可以同时传递到主轴的连杆施力点上〈图2)![]() 有效解决了这一问题
有效解决了这一问题
高刚性是冲床发展的又一个重要标志,多列级进模的使用,对于冲床的刚性提出了更高的要求。普通![]() 压力机的设计刚度一般在1
/60m一1 /8000范围内
压力机的设计刚度一般在1
/60m一1 /8000范围内![]() 部分企业有采用1/10000的,但是在大吨位高速冲压过程中,这样的刚性还是不够。在冲压过程中,部分压力机因为刚性不够,导致中间一列铆叠会出现不平整的现象。同时,由于连杆施力点的跨度大,要实现滑块的高刚度,滑块设计必然比较笨重,很难实现轻量化。而要实现轻量化,高刚度又很难保证。采用四点施力机构可以同时实现超宽滑块的轻量化和高刚度。同时,由于滑块的轻量化,可以减少运动过程中的惯性力,改善了大吨位冲床的电机能量消耗。通过检测日本AIDA公司的压力机,发现其SPM系列的压力机刚度为1 /25m0,大大高于普通压力机的标准
部分企业有采用1/10000的,但是在大吨位高速冲压过程中,这样的刚性还是不够。在冲压过程中,部分压力机因为刚性不够,导致中间一列铆叠会出现不平整的现象。同时,由于连杆施力点的跨度大,要实现滑块的高刚度,滑块设计必然比较笨重,很难实现轻量化。而要实现轻量化,高刚度又很难保证。采用四点施力机构可以同时实现超宽滑块的轻量化和高刚度。同时,由于滑块的轻量化,可以减少运动过程中的惯性力,改善了大吨位冲床的电机能量消耗。通过检测日本AIDA公司的压力机,发现其SPM系列的压力机刚度为1 /25m0,大大高于普通压力机的标准![]() GD320t压力机按1/30000刚度进行设计。经过实际检测刚度值为1
/31m0,完全达到了设计要求。
GD320t压力机按1/30000刚度进行设计。经过实际检测刚度值为1
/31m0,完全达到了设计要求。
对于下死点重复精度方面,影响的因素很多![]() 个主要的因素在于运动过程中所产生的温升,温升大,热变形就大,良好的润滑系统可以有效的控制温升,通过控制各个点的流量以及循环油的冷却温度来使得压机获得最小化的温升。另外一方面滑块的刚度也影响到了下死点精度,上述讲的通过四点施力机构,以及滑块的有限元分析来确保滑块在运动过程中的刚性。加速度产生惯性力,在性能优良的自动化压力机上,当滑块到达下死点时,惯性力就会很大、为了降
个主要的因素在于运动过程中所产生的温升,温升大,热变形就大,良好的润滑系统可以有效的控制温升,通过控制各个点的流量以及循环油的冷却温度来使得压机获得最小化的温升。另外一方面滑块的刚度也影响到了下死点精度,上述讲的通过四点施力机构,以及滑块的有限元分析来确保滑块在运动过程中的刚性。加速度产生惯性力,在性能优良的自动化压力机上,当滑块到达下死点时,惯性力就会很大、为了降![]() 低惯性力和机构变形对于冲压精度的影响,需要由合理的质量动平衡去平衡滑块部件与上模重量所产生的加速度,以提高运动精度以及下死点的重复精度、同时可以减少压力机的振动和噪音
低惯性力和机构变形对于冲压精度的影响,需要由合理的质量动平衡去平衡滑块部件与上模重量所产生的加速度,以提高运动精度以及下死点的重复精度、同时可以减少压力机的振动和噪音![]()
压力机的精度要求也在不断提高精密高速压力机的几个关键指标如垂直度、平行度、下死点重复精度等均有明确的要求。如按照日本引s B6402 特一级的精度指标,垂直度要求在0、0165mm,在实际测量AIDA公司的SMP压力机时,其垂直度在 0 003、0,004mm之间
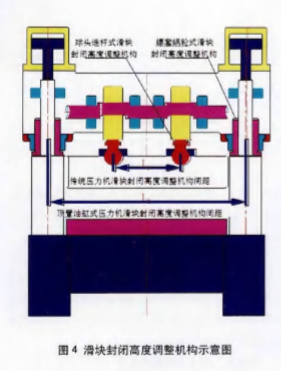
在提高垂直度方面,滑块上部采用四点导柱导套形式进行导向,滑块下部采用八棱柱导向副〈图3)
导向精度。滚动摩擦力要小于滑动摩擦力,因此这种结构的设计可以降低压力机的能耗,达到节能的目的![]() 同时,压力机导向承受偏载使得导向副摩擦产生热
同时,压力机导向承受偏载使得导向副摩擦产生热![]() 量,导向受热膨胀,导向副磨损加剧,影响导向精度
量,导向受热膨胀,导向副磨损加剧,影响导向精度![]() 宽台面由于模具较宽而受到的偏载情况更加复杂,导向副所产生的摩擦热量更加大。因此,八棱柱的结构有更高的散热效率,提高了导向的精度。在实际的测试和使用中发现采用这种导向方式垂直度也可以达到 0 003mrn,可以满足精密高速冲压的要求。
宽台面由于模具较宽而受到的偏载情况更加复杂,导向副所产生的摩擦热量更加大。因此,八棱柱的结构有更高的散热效率,提高了导向的精度。在实际的测试和使用中发现采用这种导向方式垂直度也可以达到 0 003mrn,可以满足精密高速冲压的要求。

顶置油缸的设计一方面可以实现冲压过程中的压力机过载保护作用,在发生过载时,油缸带动上横梁自动上升,保护冲床和模具尤其对于大吨位模具,在低速情况下试模时很容易出现卡模现象,另一方面由于大吨位冲床的使用,模具的尺寸也越来越大,模具的拆装对于操作者来说需要耗费大量的体力,由于压力机的行程只有30mm左右,看不清模具内部情况,废料也不容易排除,顶置油缸可以将上横梁提升 150mm,极大地方便了操作
传统的滑块封闭高度调节及过载保护机构均设置在连杆上、连杆采用分段式的球头结构,增加了产生间隙的环节和滑块重量其结构复杂,调节处螺纹承
在压力机精度提高的情况下,对于薄材料〈即 0,35mm厚度的硅钢片)的实际冲压过程中,发现仅仅依靠模具和压力机的精度提高还不能够全部解决问题。公司新设计了脱模油缸系统,本系统主要原理为被动式泄压,通过上下压力在产品成品的瞬间进行加压,而且整个过程中产品都有压力加压,从而提高了产品的同心度和端面跳动的精度。首先设定合理的系统油压〈小于冲床冲压剪切力),油缸活塞上升,缸头顶住产品,磁感应接收信号冲床开始运行,每冲压![]() 次,油缸下降一点〈被动式泄压)每次下降行程约和材料厚度一致。当产品达到想要的高度时、气缸剪切,油缸托着产品下降至模具台板平面,气缸推出产品。
次,油缸下降一点〈被动式泄压)每次下降行程约和材料厚度一致。当产品达到想要的高度时、气缸剪切,油缸托着产品下降至模具台板平面,气缸推出产品。
实践证明,这种结构可以有效提高铁芯的平整度和同心度目前,国内知名压缩机厂基本上都在使用该系统,如美芝、三菱、松下、日立、春兰等。以美芝为例厚度为85mm的铁芯产品不经油压整形,同心度检测3个点,转子每个点都在0,04mm以内,定子在0,06mm以内![]()
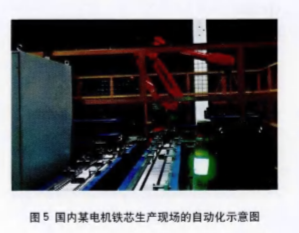
电机铁芯的冲压实现了自动铆叠其废料的出料实现了自动化定子和转子通过输送带进行液压整形![]() 通过高度检测或称重的方式实现了自动检测,不合格的自动排除,合格的通过自动搬运机械手进行自动搬运、自动堆放,达到无人化的生产方式,如图5所示
通过高度检测或称重的方式实现了自动检测,不合格的自动排除,合格的通过自动搬运机械手进行自动搬运、自动堆放,达到无人化的生产方式,如图5所示![]() 对部分外形尺寸通过图像识别系统进行判别,同时通过电脑控制系统,对冲压运行时间、故障时间、生产速度进行自动记录,实现中央控制,不再需要进行人工统计和计算,真正实现无人化生产。
对部分外形尺寸通过图像识别系统进行判别,同时通过电脑控制系统,对冲压运行时间、故障时间、生产速度进行自动记录,实现中央控制,不再需要进行人工统计和计算,真正实现无人化生产。
结束语
从以上分析我们可以得出结论,目前大吨位、宽台面双驱四点超精密高速压力机及相配套的脱模油缸装置、自动检测和自动搬运装置,可以实现电机铁芯的精密高速冲压和自动化生产的需要今后必将得到进一步的应用和推广。

相关阅读: MFC转载 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(28)
- 2【MFC推荐】高精度冲压仿真软件 JSTAMP/NV 各功能模块简介(32)
- 3邦德激光【自主研发】超级套料软件全球首发!(33)
- 4热冲压用钢22MnB5 回火组织与性能分析(35)
- 5多工位伺服压力机常见故障处理(40)
- 6冲压工艺与产品设计最全方案(60)
- 7【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(96)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(250)
- 9内六角螺丝滑牙怎么办?为什么六角螺丝会滑牙呢?(441)
- 10MFC推荐冲压—汽车造型设计中的CAS(770)


