微量润滑技术在精密高速冲压中的应用
文/柳叶舟、深圳市联欧贸易发展有限公司
微量润滑的概念
微量润滑也叫最小量润滑英文为Minimal Quantity Lubrication(MOL),是通过压缩气体〈空气、氮气、![]() 氧化碳等)与极微量的润滑油混合雾化后
氧化碳等)与极微量的润滑油混合雾化后![]() 形成微米级的液滴,喷射到加工区进行有效润滑的一种加工方法。压缩空气的流速一般是12m/s,当带动400mm /s粘度以内的油品流动时,流速不会低于6m/s,充分满足高速进给与大步距进给的润滑需求。实践证明,高速冲压机在微量润滑的帮助下,速度可从500次/分提高到800次/分。
形成微米级的液滴,喷射到加工区进行有效润滑的一种加工方法。压缩空气的流速一般是12m/s,当带动400mm /s粘度以内的油品流动时,流速不会低于6m/s,充分满足高速进给与大步距进给的润滑需求。实践证明,高速冲压机在微量润滑的帮助下,速度可从500次/分提高到800次/分。
如何在冲压设备高速运作的状态下保障模具的使用寿命,是影响零件精度、质量及效率的主要因素而润滑是这些要素的关键点众所周知,高速精密级冲压设备主要是通过附着在材料表面的油液来降低冲针的磨损度,而随着冲孔数量的增多,模具长度的加大,材料表面润滑油的消耗会逐渐形成一种供不应求"的状态。这是因为传统润滑设备只能在给料后一次性上油,使尽可能多的油液覆盖材料以便其经受更多冲针的"洗礼'。。即便如此,油液在模具后半部分起到的润滑作用还是微乎其微的,因为材料表面过厚的油层在冲剪区前半部分,会逸散到材料两侧的冲孔中,形成浪费。受限于材料的宽度其所能承载的油量有限,遇到部分冲针在凹模内的特殊模具,润滑目的将更加难以实现。另外,由于冲压设备在运转时的闭合性,普通的润滑设备很难在板材进给的后续行程中补充缺失的润滑油
综合以上高速精密冲压的润滑问题,我们研究了多种常见的冲压润滑设备,并结合这些设备的特点,总结出了润滑方式的两种类型。![]()
点滴润滑
点滴润滑是最常见的一种方式,如图1 所示,适用于粘度较低的润滑油,由泵体产生一定负压束缚软管内的润滑油,再将软管垂挂在送料系统材料中心点正上方,利用重力与泵压的差值来控制油液。为使油滴扩散到材料表面操作员一般会在料带上裹一圈棉布,通过纤维的传导性将油滴吸收后再传输到材料上。
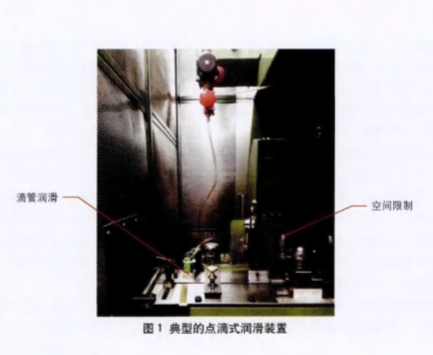
该润滑方式安装成本十分低廉、操作简单,用油量小,常见于小吨位、速度适中、材料较薄的普通冲床。但这种方式限制了材料宽度,油滴体积一般是0.05m丨左右,与油管的口径无关,单油管所能润滑的材料面积有限,限制了冲压速度,油滴频率无法太快,否则会形成油流
受到高速前进的材料影响,润滑的均匀程度无法保证,造成浪费,而且"油流状态"下润滑油的消耗是非常大的。由于纤维的不规则性,会导致油液在材料上分布不均匀,材料表面一部分呈现润滑量不足,对这些区域进行冲剪、拉深等作业时,冲针磨损的程度会较平时大很多![]() 造成模具寿命的不稳定。
造成模具寿命的不稳定。
双夹式滚茼润滑
双夹式滚筒润滑采用油路与棉布结合的形式。在进料口端,材料上下各有一圆柱形滚筒,油管终端连接到滚筒内部,将滚筒表面包裹的棉布由内到外的进行"湿润"处理![]() 从而达到板材上下表面的润滑效果
从而达到板材上下表面的润滑效果![]()
相比简单的在材料表面裹一层棉布,滚筒润滑效果更均匀,只要保证一定的注油频率,滚筒上的油液始终是充足的,且当给料停止时,同步停止注油,由于纤维的吸油性良好,滚筒上饱和的油液也不会滴落形成浪费。但滚筒尺寸需根据机床所加工的最宽材料尺寸而定要求有一定的安装空间,必须保证送料系统与进料口之间有一定的“峡谷式"间隙一一一无法适用于小型高速冲床。滚筒本身也属于易耗备件,成本较大![]()
当冲床加快到一定速度后,滚筒的润滑油消耗会比润滑油补充速度快,而且棉布上的油会因离心力作用而被甩出![]() 造成浪费且污染工作台同时,高速的滚动状态所产生的振动可能会影响给料精度
造成浪费且污染工作台同时,高速的滚动状态所产生的振动可能会影响给料精度![]() 所以,滚筒润滑一般只适用在速度不高的精冲机上。
所以,滚筒润滑一般只适用在速度不高的精冲机上。
微量润滑的特点
微量润滑系统仅使用1一2、5bar的压缩空气作动力,在保证喷雾速度的同时,降低了油雾的扩散力,润滑油的用量一般仅为1 5一25m0h,相当于传统润滑设备的 30%,使油雾形成一层均匀的油膜附着在材料上,不会产生浪费,避免了环境的污染![]() 微量润滑系统在高速冲压上的应用实况如图 2所示。另外,系统喷头可以从模具外侧向内进行补充润滑,这也是针对大多数精冲机的解决之道
微量润滑系统在高速冲压上的应用实况如图 2所示。另外,系统喷头可以从模具外侧向内进行补充润滑,这也是针对大多数精冲机的解决之道![]()
从润滑方式的优点来看,我国冲压领域在对材料的润滑效果上是不断提高的,更好的润滑效果意味着模具使用周期更长,为更快的冲压频率提供安全保障,使设备有效工作时间更长,产品在冲针磨损度低的情况下质量更高,企业因而产能增加。这一切的前提,都起源于“理想润滑效果"的稳定性![]() 从润滑方式的劣势来看,润滑设备在演变的过程中,所带来的问题大都表现在速率限制和空间限制这两点上。
从润滑方式的劣势来看,润滑设备在演变的过程中,所带来的问题大都表现在速率限制和空间限制这两点上。
〈1)速率限制。这是传统润滑设备共存的问题,即当给料或冲轴闭合频率过快时,润滑效果呈几何式下降,导致在很多拥有先进冲压设备的企业里,工人即使面对好的机床,却不敢开的过快以免损伤模具和材料。因此,速率限制是造成"理想润滑效果不稳定的最大因素![]() 〈2〉空间限制。双夹式滚筒的双面润滑是目前看来效果最佳的润滑,能满足冲压行业最佳的润滑效果。然而,滚筒要求的安装空间较大
〈2〉空间限制。双夹式滚筒的双面润滑是目前看来效果最佳的润滑,能满足冲压行业最佳的润滑效果。然而,滚筒要求的安装空间较大![]() 般只适用在材料宽度较大的高吨位冲压机上,在更换较窄材料时,定制的滚筒还会因为与材料的接触面过剩而浪费润滑油。传统润滑设备都仅在进料口处进行润滑
般只适用在材料宽度较大的高吨位冲压机上,在更换较窄材料时,定制的滚筒还会因为与材料的接触面过剩而浪费润滑油。传统润滑设备都仅在进料口处进行润滑![]() 为满足模具内部的润滑需求,润滑的途径不应仅局限在进料口的材料表面上,应该可以考虑在进给润滑的同时,向模具内部进行补充润滑。补充润滑油的速度跟不上材料进给的速度,就像后勤跟不上主力部队。"后勤
为满足模具内部的润滑需求,润滑的途径不应仅局限在进料口的材料表面上,应该可以考虑在进给润滑的同时,向模具内部进行补充润滑。补充润滑油的速度跟不上材料进给的速度,就像后勤跟不上主力部队。"后勤![]() 需要换一种"快速的输送方式,这种输送方式应该像机车一样不被交通堵塞所影响,并且,还能兼容“汽油柴油等不同的介质。如果能解决此二类困难,那么冲压行业必将迎来高效、节约、绿色的新时代。而这个领域,就是微量润滑的专属领域,为了确保冲压产品的表面光洁度,德国惠润(HPM)科技有限公司研发了SURVOS
及SAMNOS水基(无油)润滑液,热阻性达到530 ℃,针对铜、铝、锌、钢等材料达到100%无残留效果,可以省去后续的清洗及甩干工序。同时,考虑到材料宽度、厚度及模具的特殊结构,该公司还研制了多种针对复杂环境的喷条及小型喷头。微量润滑系统喷嘴呈1 5。圆锥角喷出油雾,单个喷嘴能够形成300mm的圆形油膜,最佳工作距离在100一300mm之间。系统最高可应对2300mm
/s粘的油囗经测试,400mm /s粘度的极压油,其喷雾速度在6m/s左右,充分满足高速进给或大步距进给的润滑需求。喷头耗油量为
需要换一种"快速的输送方式,这种输送方式应该像机车一样不被交通堵塞所影响,并且,还能兼容“汽油柴油等不同的介质。如果能解决此二类困难,那么冲压行业必将迎来高效、节约、绿色的新时代。而这个领域,就是微量润滑的专属领域,为了确保冲压产品的表面光洁度,德国惠润(HPM)科技有限公司研发了SURVOS
及SAMNOS水基(无油)润滑液,热阻性达到530 ℃,针对铜、铝、锌、钢等材料达到100%无残留效果,可以省去后续的清洗及甩干工序。同时,考虑到材料宽度、厚度及模具的特殊结构,该公司还研制了多种针对复杂环境的喷条及小型喷头。微量润滑系统喷嘴呈1 5。圆锥角喷出油雾,单个喷嘴能够形成300mm的圆形油膜,最佳工作距离在100一300mm之间。系统最高可应对2300mm
/s粘的油囗经测试,400mm /s粘度的极压油,其喷雾速度在6m/s左右,充分满足高速进给或大步距进给的润滑需求。喷头耗油量为![]() 一25ml/h,节约60%的油品成本。独立的喷头模块,能够固定在模具两侧,并根据角度信号实时向模内注油,对难以实现的部位进行全面润滑
一25ml/h,节约60%的油品成本。独立的喷头模块,能够固定在模具两侧,并根据角度信号实时向模内注油,对难以实现的部位进行全面润滑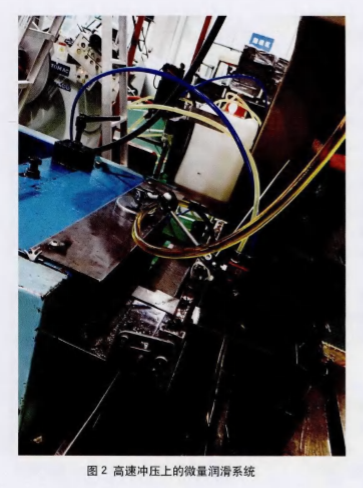

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1MFC《金属板材成形》&《金属成形智造》:连接未来智造,赋能中国金属成形产业升级(29)
- 2【MFC推荐】汽车热成形钢材料应用分析及零部件企业汇总(31)
- 3美国福特通用、德国的大众、法国的标志雷诺、日本的丰田等车企是否像中国的车企一样,压供应商的货款60-90天,然后再支付给供应商承兑汇票的情况?(34)
- 4多工位伺服压力机常见故障处理(34)
- 5镀铝锌板冲压过程表面发黑原因分析(37)
- 6扬力集团:中国锻压机床行业的头部企业 (39)
- 7邦德激光【自主研发】超级套料软件全球首发!(44)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(59)
- 9【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(63)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(129)


