板翅式换热器高精度翅片冲压成型机的创新设计
文:何润琴,张舜德
摘要: 针对传统冲压成型机上下模板不能同时开锁模的缺陷,开发了一种新型板翅式换热器高精度翅片冲压设备,该设备能够同时驱动上、下模板上下移动以进行开锁模,而且送料节距还可以进行调整。对该冲压成型机进行了结构设计,并说明了其工作原理及创新点。
关键词: 板翅式换热器 翅片 冲压成型机 创新设计
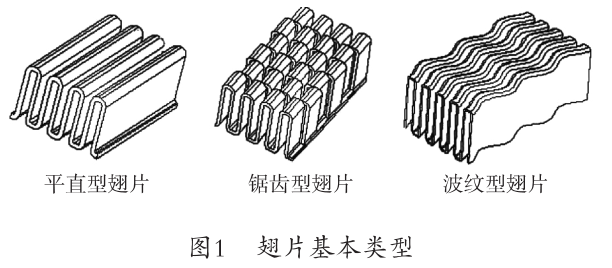
板翅式换热器是各类气体分离设备的核心机[1],而铝合金翅片是板翅式换热器的核心零件,占整个换热器体积的 80% 以上。翅片类型繁多( 图 1 是翅片的三种基本类型,每种翅片类型根据材质厚度、高度、节距又可以细分成多种类型) 、成形工艺复杂,其制造材料主要使用厚度为 0. 15 mm ~0. 6 mm 的 3003、3004 铝合金带材,由于铝合金的断裂延伸率高,均匀塑性延伸率低,弹性模量小( 只有钢板的 1 /3) ,其成形过程的回弹复杂,回弹量大。
铝合金错列锯齿翅片制成的板翅式换热器由于结构紧凑、换热效率高、轻巧牢固,广泛用于冶金、石油化工、煤化工、原子能等领域,目前已成为空分行业最主要的换热器。本院与宁波宁创公司已合作开发出 CPC600 系列翅片成形设备,能加工制造错列锯齿类型的翅片,性能超过国外同类产品。该设备可根据不同翅片成形工艺,实现冲压力可调、闭合高度精确可调。
1 传统的冲压成型机[2,3]
传统的冲压成型机,一般均是由上机板、下机板及设置在上机板和下机板之间的导柱组成的机架,机架内下部固定有下模板、设有可沿导柱上下滑移的上模板和可驱动上模板上下滑移的锁模油缸,工作时将下模具安装固定在下模板的上方,将上模具安装固定在上模板下方,开锁模时,锁模油缸驱动上模板相对下模板上下移动,上模板向上移动同时也会带动固定于其上的上模具上行,从而完成整个开模的过程,上模板向下移动同时也会带动固定于其上的上模具下行,从而完成整个锁模的过程。此成型的下模板是固定不动的,因此不能实现上下模板同时开锁模的功能。
2 高精度翅片冲压成型机的创新设计
针对传统冲压成型机存在的缺陷,设计了一种新型冲压成型机,该成型机可同时驱动上、下模板上下移动以进行开锁模,而且送料节距还可以进行调整。
2. 1 成型机的结构说明冲压机的结构示意图如图 2 所示。
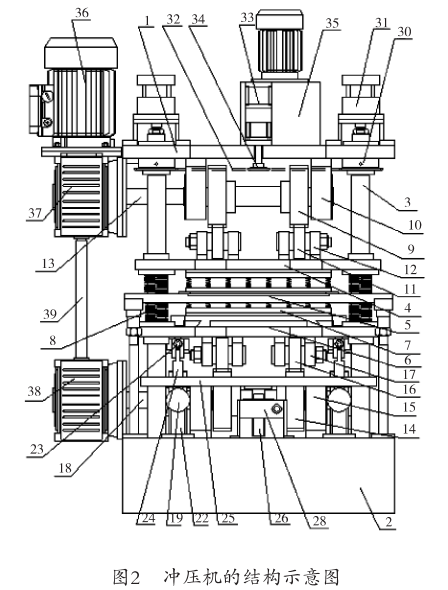
上机板 1、下机板 2 及导柱 3( 四根,分布在机架的四角) 构成常规的冲压机的机架结构。上模板 4 可沿导柱上下滑移,其下方固定上模具 5。下模板 6 也可沿导柱上下滑移,其下方固定上模具 7。弹簧 8 套于导柱上,使得上、下模板保持一定的距离。下模板由第一板和第二板两块板组成,第一板可沿导柱上下滑移,第二板可相对第一板横向滑移地限位在第一板上。
上、下模板的往复运动是通过主传动机构来实现的,分为上、下凸轮传动机构。上凸轮传动机构驱动上模板沿导柱向下移动,上凸轮传动机构包括上凸轮 9、上凸轮座 10、上滚轮 11、上滚轮座 12、上传动轴 13。下凸轮传动机构驱动下模板沿导柱向下移动,下凸轮传动机构包括下凸轮 14、下凸轮座 15、下滚轮 16、下滚轮座 17、下传动轴 18。
机架上还设置有送料节距调整机构,如图 3 所示,此机构包含定位座 19、导杆 20、滚轮 21、送料节距凸轮 22、拉杆 23、摆杆 24、支点定位板 25、传动螺杆 26、蜗轮蜗杆组件 27、球形连接件 28。该装置有两套,间隔设置在机架的两侧。
此外,该结构还有限位螺母 30、液压缸 31、链条 32 和电机 33、驱动齿轮 34 和控制液压缸动作的油路控制系统 35。主传动机构包括有驱动电机 36、上减速箱组件 37、下减速器组件 38。
2. 2 冲压机的工作原理
( 1) 开锁模动作过程
驱动电机 36 工作,其同时驱动上、下减速箱组件 37、38 同步动作,故上传动轴 13 和下传动轴 18 同步旋转,上凸轮 9 随上传动轴 13 旋转,由于上凸轮 9 曲线的变化,上凸轮 9 驱动上模板 4 克服保持弹簧 8 的预紧弹力向下移动,同时下凸轮 14 随下传动轴 18 旋转,由于下凸轮 14 曲线的变化,下凸轮 14 驱动下模板 6 克服保持弹簧 8 的预紧弹力向上移动,故上、下模板 4、6 是同时相向运动,实现了锁模过程。
当上传动轴 13 和下传动轴 18 进一步同步旋转,上凸轮 9 继续随上传动轴 13 旋转,上凸轮 9 曲线进一步变化,上模板 4 会在保持弹簧 8 的预紧弹力作用下向上移动复位,同时下凸轮 14 继续随下传动轴 18 旋转,由于下凸轮 14 曲线进一步变化,下模板 6 会在保持弹簧 8 的预紧弹力作用下向下移动复位,故上、下模板 4、6 是同时反向运动,实现了开模过程。
( 2) 送料及节距调整过程
在开锁模过程进行的同时,送料节距凸轮 22 随下传动轴 18 旋转,由于送料节距凸轮 22 曲线的变化,同时在复位弹簧 26 的作用下,导杆 20 作往复左右移动,导杆 20 便带动摆杆 14 以支点定位板 25 为支点摆动,而摆杆 24 又带动拉杆 23 推动第二板 62 相对第一板 61 横向往复移动,以实现连续送料的目的。该送料过程与开锁模过程是同时进行的,一次开锁模过程完成一次送料。
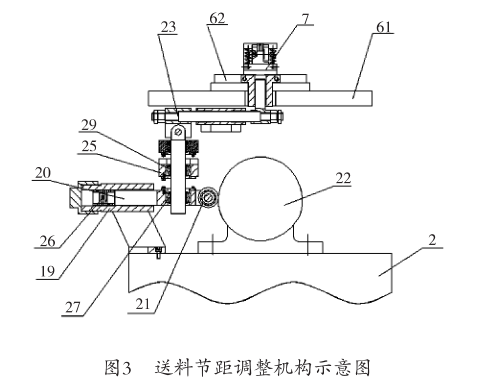
调整节距时,如图 2、3 所示,驱动蜗轮蜗杆传动组件 28 动作,支点定位板 25 会随着上下移动,摆杆 24 的转动支点发生改变,可实现摆杆 24 摆动幅度的改变,使第二板 62 横向移动幅度相应发生改变,进而实现对产品送料节距的调整。
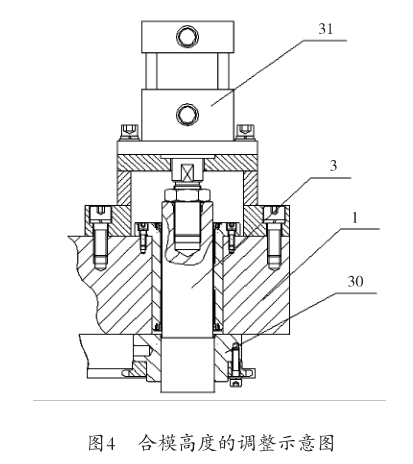
( 3) 合模高度的调整
如图 4 所示,调整时将压力油接通液压缸 31 上腔,使上凸轮座 10 随上机板 1 提起,同时驱动电机 36、上减速箱组件 37 也随上机板提起,可伸缩连接轴 39 被拉伸,上机板 1 与限位螺母 30 之间有间隙,随后,电机 33 在传动齿轮 34 和链条 32 作用下,带动限位螺母 30 旋转,调整完高度参数后,通过油路控制系统 35 中的换向阀将压力油切换液压缸 31 下腔,使上凸轮座 10 随上机板 1 一起向下运动,上机板 1 与限位螺母 30 紧密压合,并保持油压,从而实现闭合高度的精确调整。通过液压缸 31 来调整上模板 4 的压力,故可防止下、上模板 4、6 过载的发生,避免损坏模具和设备。
3 创新点
1) 采用上下分体结构,使冲压模具上下刀片都有冲压动作,实现了设备柔性可调;
2) 采用液压系统胀紧上座的恒力冲压,保证了翅片平面的高精度,方便了翅高调整,降低了设备振动和噪声;
3) 采用伺服调节系统和液压系统来调整模具闭合高度,实现了翅片高度的精确调整;
4) 采用伺服系统和一套独特的杠杆弹性系统,实现了节距的精确调整;
5) 采用弹性系统设计方案,解决了高速冲压中共振与噪声的技术难题。
4 总结
系列翅片成形机已通过 FIVES 公司法国总部的技术检测和生产试验并率先出口法国和德国。目前国内四川川空股份有限责任公司、开封空分集团有限责任公司、杭州中泰过程设备有限责任公司等企业都在使用本项目技术设备。

相关阅读: MFC转载 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1MFC《金属板材成形》&《金属成形智造》:连接未来智造,赋能中国金属成形产业升级(29)
- 2【MFC推荐】汽车热成形钢材料应用分析及零部件企业汇总(31)
- 3美国福特通用、德国的大众、法国的标志雷诺、日本的丰田等车企是否像中国的车企一样,压供应商的货款60-90天,然后再支付给供应商承兑汇票的情况?(34)
- 4多工位伺服压力机常见故障处理(34)
- 5镀铝锌板冲压过程表面发黑原因分析(37)
- 6扬力集团:中国锻压机床行业的头部企业 (39)
- 7邦德激光【自主研发】超级套料软件全球首发!(44)
- 8MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(59)
- 9【MFC原创】AIDA 会田:精度高于模具的UL系列精密成形冲床(63)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(129)


